2.Turn the crank clockwise to feed the workpiece until it is approximately half way through the rollers.
3.Turn the radius adjust knobs to lift the rear roller until the desired radius bend is reached (Figure 23). Make sure to turn the knobs equal amounts so the rear roller is always parallel with the other rollers. Failure to do so will create a larger radius on one end than the other, resulting in a cone shape.
Note: Always err on the side of making the radius too large rather than too small. It is easy to decrease the radius but very difficult to increase the radius later.
8L
Figure 23. Setting the radius.
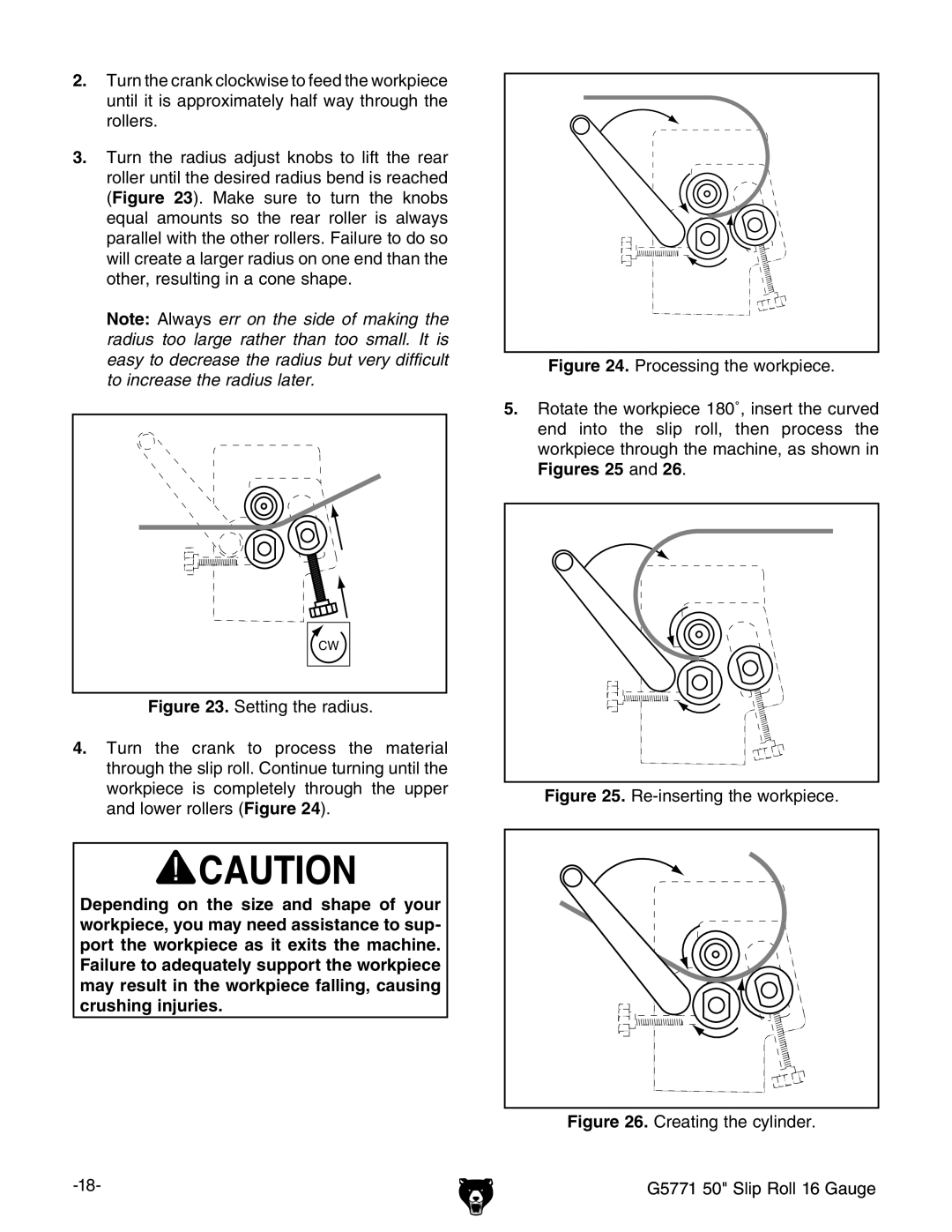
4.Turn the crank to process the material through the slip roll. Continue turning until the workpiece is completely through the upper and lower rollers (Figure 24).
Depending on the size and shape of your workpiece, you may need assistance to sup- port the workpiece as it exits the machine. Failure to adequately support the workpiece may result in the workpiece falling, causing crushing injuries.