HENKEL, INC.
Manufacturer of KEEN Ovens
Quality Since 1923.
Phone (985)
Fax (985)
PO Box 1322
Hammond, Louisiana
70401
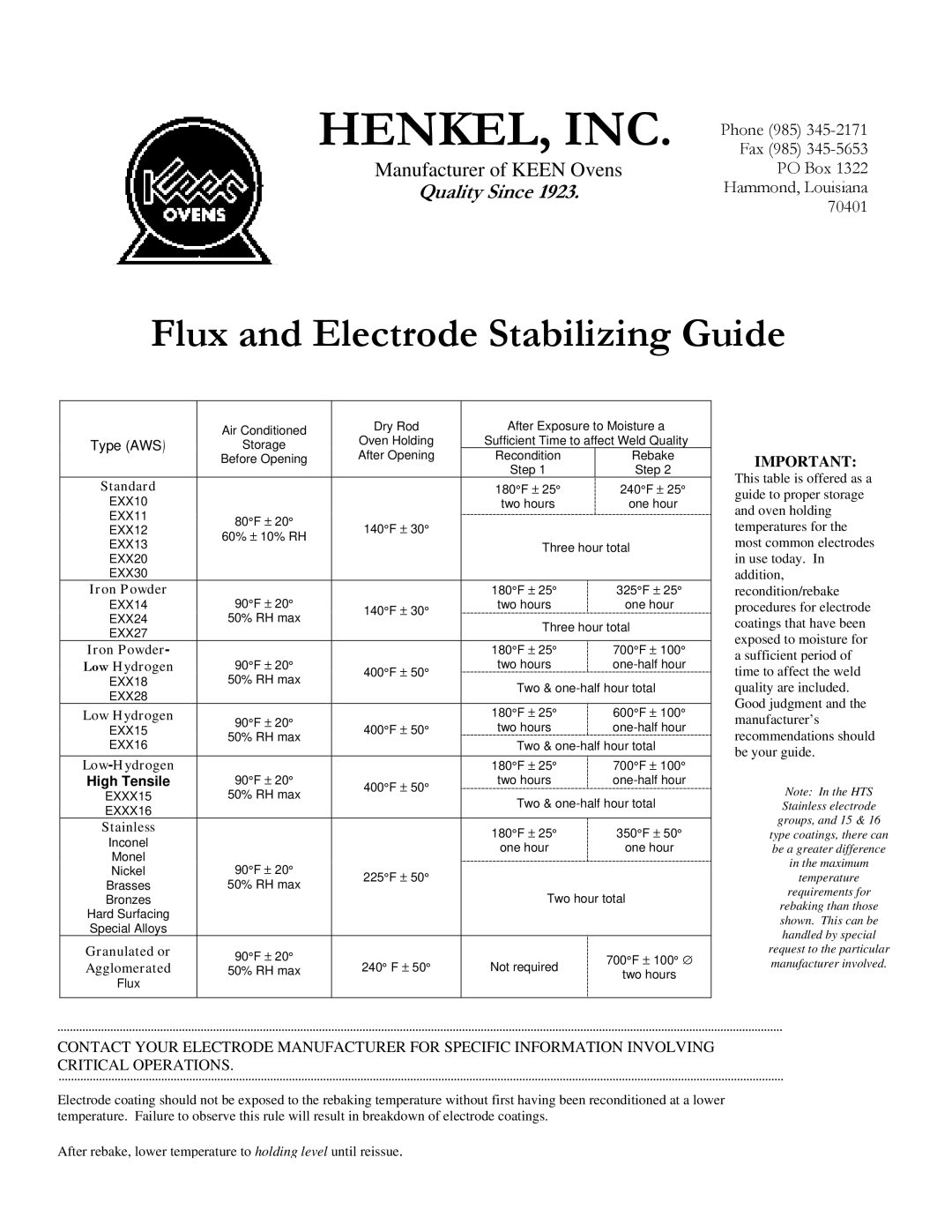
Flux and Electrode Stabilizing Guide
| Air Conditioned | Dry Rod | After Exposure to Moisture a | ||
Type (AWS) | Oven Holding | Sufficient Time to affect Weld Quality | |||
Storage | |||||
| Before Opening | After Opening | Recondition | Rebake | |
|
|
| Step 1 | Step 2 | |
Standard |
|
| 180°F ± 25° | 240°F ± 25° | |
EXX10 |
|
| two hours | one hour | |
EXX11 | 80°F ± 20° | 140°F ± 30° |
|
| |
EXX12 |
|
| |||
60% ± 10% RH |
|
| |||
EXX13 |
| Three hour total | |||
|
| ||||
EXX20 |
|
|
|
| |
EXX30 |
|
|
|
| |
Iron Powder | 90°F ± 20° |
| 180°F ± 25° | 325°F ± 25° | |
EXX14 | 140°F ± 30° | two hours | one hour | ||
EXX24 | 50% RH max | Three hour total | |||
| |||||
EXX27 |
|
| |||
|
|
|
| ||
Iron Powder- |
|
| 180°F ± 25° | 700°F ± 100° | |
Low Hydrogen | 90°F ± 20° | 400°F ± 50° | two hours | ||
EXX18 | 50% RH max | Two & | |||
| |||||
EXX28 |
|
| |||
|
|
|
| ||
Low Hydrogen | 90°F ± 20° |
| 180°F ± 25° | 600°F ± 100° | |
EXX15 | 400°F ± 50° | two hours | |||
50% RH max | |||||
EXX16 |
| Two & | |||
|
| ||||
|
|
|
|
| |
|
| 180°F ± 25° | 700°F ± 100° | ||
High Tensile | 90°F ± 20° | 400°F ± 50° | two hours | ||
EXXX15 | 50% RH max | Two & | |||
| |||||
EXXX16 |
|
| |||
|
|
|
| ||
Stainless |
|
| 180°F ± 25° | 350°F ± 50° | |
Inconel |
|
| |||
|
| one hour | one hour | ||
Monel |
|
| |||
90°F ± 20° |
|
|
| ||
Nickel | 225°F ± 50° |
|
| ||
Brasses | 50% RH max |
|
| ||
| Two hour total | ||||
Bronzes |
|
| |||
Hard Surfacing |
|
|
|
| |
Special Alloys |
|
|
|
| |
Granulated or | 90°F ± 20° | 240° F ± 50° | Not required | 700°F ± 100° ∅ | |
Agglomerated | |||||
50% RH max | two hours | ||||
Flux |
|
|
|
| |
|
|
|
|
| |
IMPORTANT:
This table is offered as a guide to proper storage and oven holding temperatures for the most common electrodes in use today. In addition, recondition/rebake procedures for electrode coatings that have been exposed to moisture for a sufficient period of time to affect the weld quality are included. Good judgment and the manufacturer’s recommendations should be your guide.
Note: In the HTS Stainless electrode groups, and 15 & 16 type coatings, there can be a greater difference in the maximum temperature requirements for rebaking than those shown. This can be handled by special request to the particular manufacturer involved.
CONTACT YOUR ELECTRODE MANUFACTURER FOR SPECIFIC INFORMATION INVOLVING CRITICAL OPERATIONS.
Electrode coating should not be exposed to the rebaking temperature without first having been reconditioned at a lower temperature. Failure to observe this rule will result in breakdown of electrode coatings.
After rebake, lower temperature to holding level until reissue.