SECTION 3 – OPERATION
3-1. Controls
1 | 2 | 3 |
|
4
5
8 | 6 | 7 | Ref. |
|
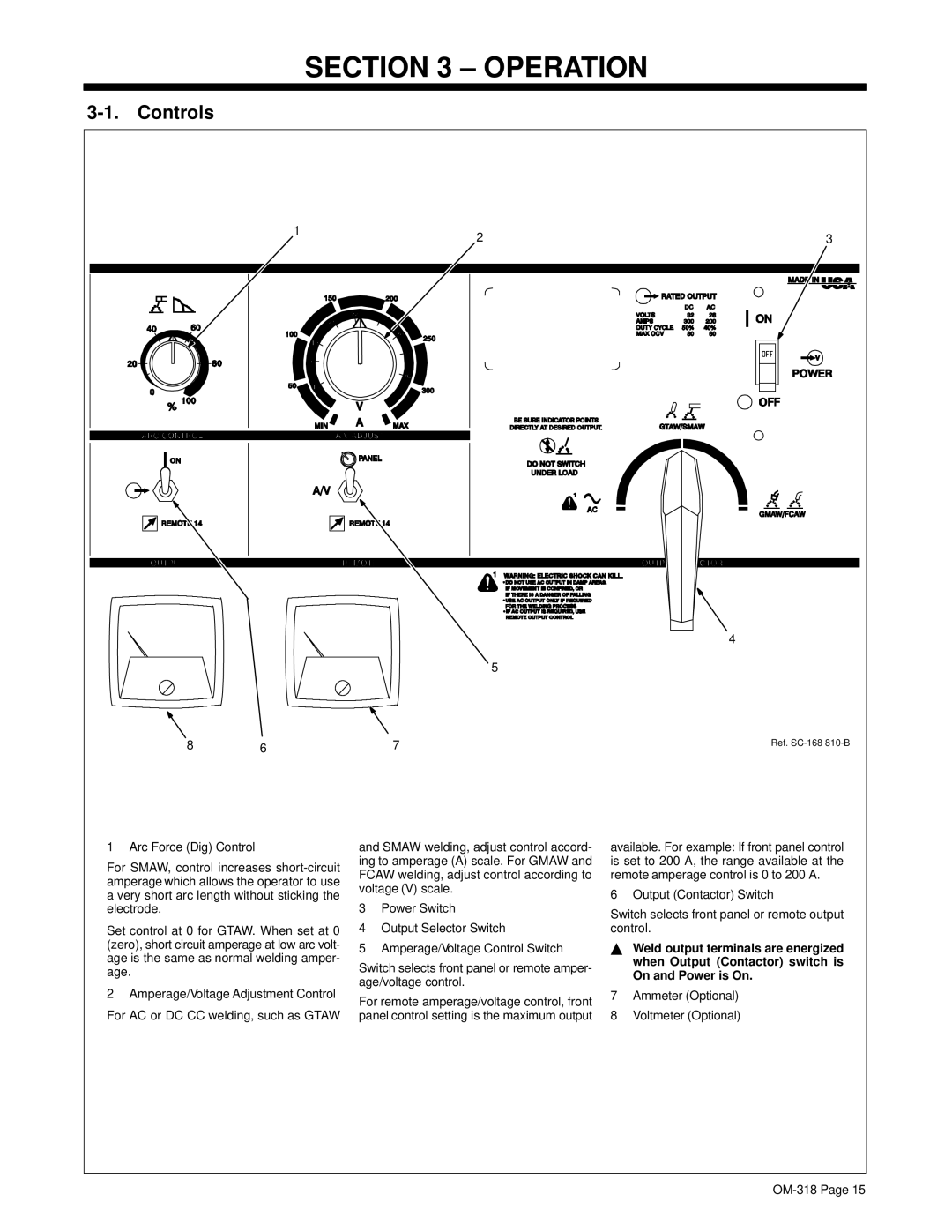
1 Arc Force (Dig) Control
For SMAW, control increases
Set control at 0 for GTAW. When set at 0 (zero), short circuit amperage at low arc volt- age is the same as normal welding amper- age.
2Amperage/Voltage Adjustment Control For AC or DC CC welding, such as GTAW
and SMAW welding, adjust control accord- ing to amperage (A) scale. For GMAW and FCAW welding, adjust control according to voltage (V) scale.
3Power Switch
4Output Selector Switch
5Amperage/Voltage Control Switch
Switch selects front panel or remote amper- age/voltage control.
For remote amperage/voltage control, front panel control setting is the maximum output
available. For example: If front panel control is set to 200 A, the range available at the remote amperage control is 0 to 200 A.
6 Output (Contactor) Switch
Switch selects front panel or remote output control.
YWeld output terminals are energized when Output (Contactor) switch is On and Power is On.
7Ammeter (Optional)
8Voltmeter (Optional)