7-9. Lap Joints
30° Or Less | 30° Or Less |
| |
1 | 1 |
2 | 3 |
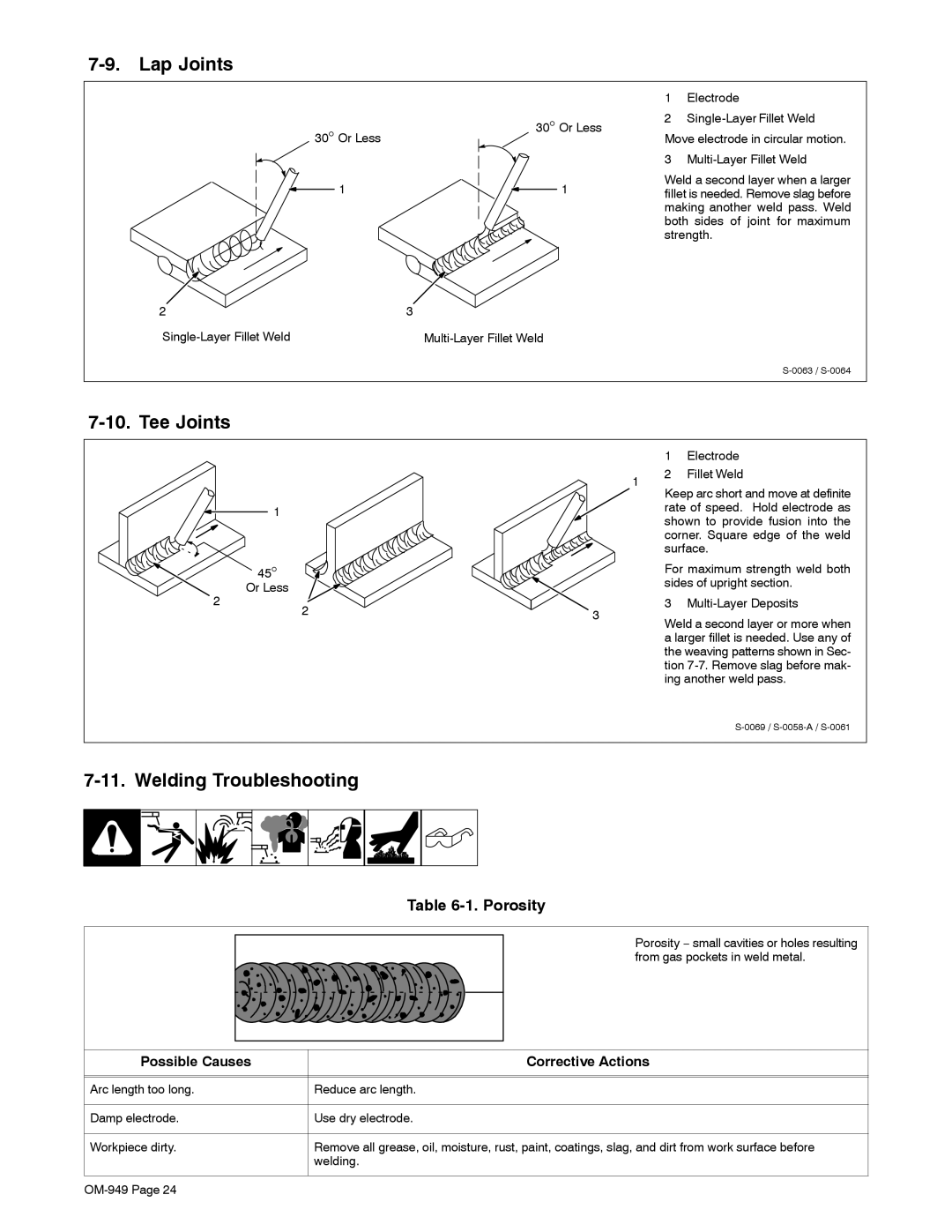
1Electrode
2
3
Weld a second layer when a larger fillet is needed. Remove slag before making another weld pass. Weld both sides of joint for maximum strength.
7-10. Tee Joints
1
45°
Or Less
2
2
1 Electrode
12 Fillet Weld
Keep arc short and move at definite rate of speed. Hold electrode as
| shown to provide fusion into the | |
| corner. Square edge of the weld | |
| surface. | |
| For maximum strength weld both | |
| sides of upright section. | |
3 | 3 | |
Weld a second layer or more when | ||
| ||
| a larger fillet is needed. Use any of | |
| the weaving patterns shown in Sec- | |
| tion | |
| ing another weld pass. | |
|
7-11. Welding Troubleshooting
Table 6-1. Porosity
Porosity − small cavities or holes resulting from gas pockets in weld metal.
Possible Causes | Corrective Actions |
|
|
|
|
Arc length too long. | Reduce arc length. |
|
|
Damp electrode. | Use dry electrode. |
|
|
Workpiece dirty. | Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before |
| welding. |
|
|
|