STEP 2 -- REFRIGERANT PIPING -- Brazing Procedures
1CUT AND DEBUR
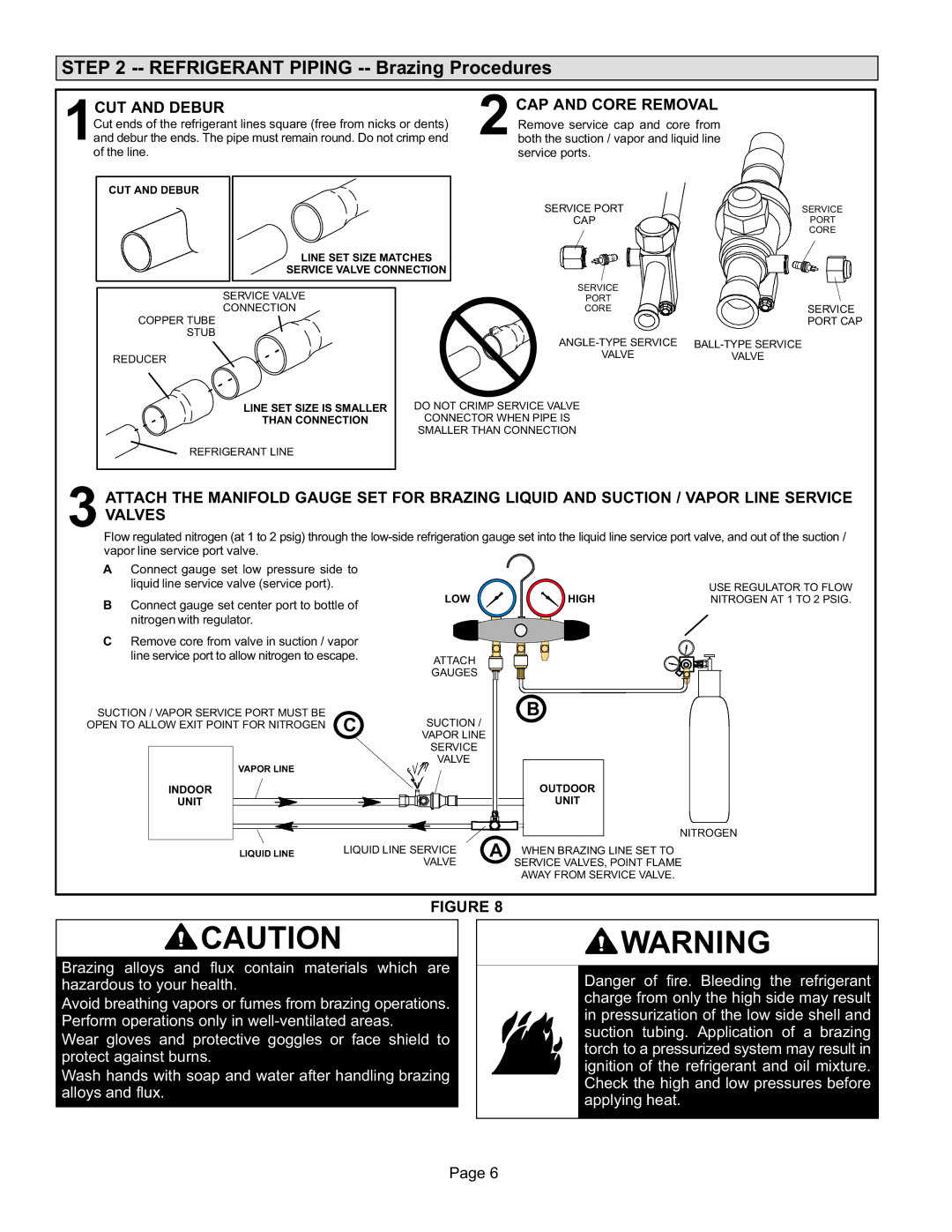
Cut ends of the refrigerant lines square (free from nicks or dents) and debur the ends. The pipe must remain round. Do not crimp end of the line.
2CAP AND CORE REMOVAL Remove service cap and core from both the suction / vapor and liquid line service ports.
CUT AND DEBUR
LINE SET SIZE MATCHES
SERVICE VALVE CONNECTION
SERVICE PORT | SERVICE |
CAP | PORT |
| CORE |
SERVICE VALVE
CONNECTION
COPPER TUBE
STUB
REDUCER
LINE SET SIZE IS SMALLER
THAN CONNECTION
REFRIGERANT LINE
SERVICE |
|
PORT |
|
CORE | SERVICE |
| PORT CAP |
VALVE | VALVE |
DO NOT CRIMP SERVICE VALVE
CONNECTOR WHEN PIPE IS
SMALLER THAN CONNECTION
3ATTACH THE MANIFOLD GAUGE SET FOR BRAZING LIQUID AND SUCTION / VAPOR LINE SERVICE VALVES
Flow regulated nitrogen (at 1 to 2 psig) through the
AConnect gauge set low pressure side to liquid line service valve (service port).
BConnect gauge set center port to bottle of nitrogen with regulator.
CRemove core from valve in suction / vapor line service port to allow nitrogen to escape.
SUCTION / VAPOR SERVICE PORT MUST BE | C |
OPEN TO ALLOW EXIT POINT FOR NITROGEN |
VAPOR LINE
INDOOR
UNIT
LOW
ATTACH
GAUGES
SUCTION /
VAPOR LINE
SERVICE
VALVE
HIGH
B
OUTDOOR
UNIT
USE REGULATOR TO FLOW NITROGEN AT 1 TO 2 PSIG.
NITROGEN
LIQUID LINE | LIQUID LINE SERVICE | A WHEN BRAZING LINE SET TO |
| VALVE | SERVICE VALVES, POINT FLAME |
|
| AWAY FROM SERVICE VALVE. |
FIGURE 8
![]() CAUTION
CAUTION
Brazing alloys and flux contain materials which are hazardous to your health.
Avoid breathing vapors or fumes from brazing operations. Perform operations only in
Wear gloves and protective goggles or face shield to protect against burns.
Wash hands with soap and water after handling brazing alloys and flux.
![]() WARNING
WARNING
Danger of fire. Bleeding the refrigerant charge from only the high side may result in pressurization of the low side shell and suction tubing. Application of a brazing torch to a pressurized system may result in ignition of the refrigerant and oil mixture. Check the high and low pressures before applying heat.
Page 6