OPERATION | ||
|
|
|
CONTROLS AND SETTINGS
All generator/welder controls are located on the Output Control Panel. Gasoline engine controls are mounted on the engine. See Figures B.1 and B.2 and the explanations that follow.
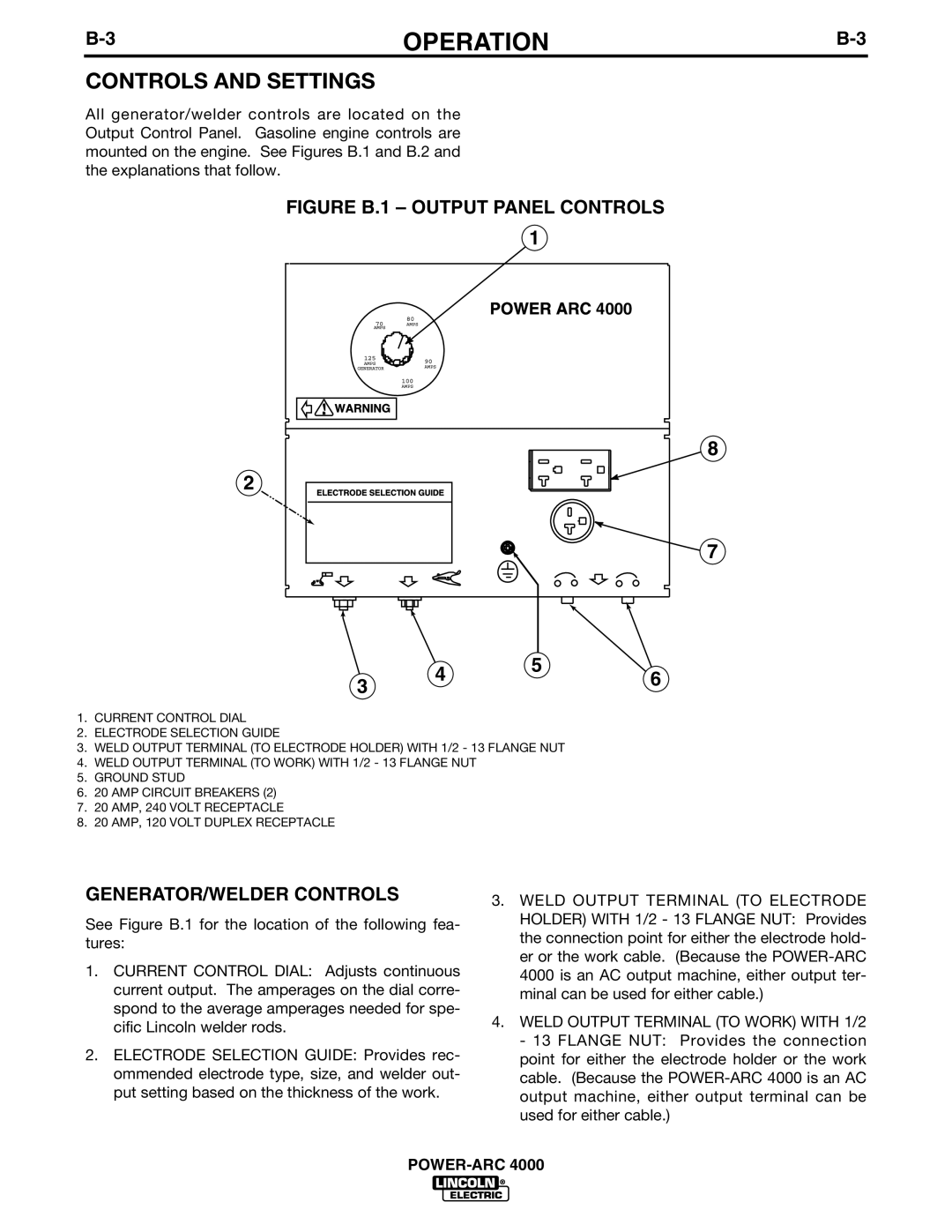
FIGURE B.1 – OUTPUT PANEL CONTROLS
1
POWER ARC 4000
80
70AMPS
AMPS
125
AMPS90
GENERATORAMPS
100
AMPS
WARNING
2
ELECTRODE SELECTION GUIDE
8
7
3
4
5
6
1.CURRENT CONTROL DIAL
2.ELECTRODE SELECTION GUIDE
3.WELD OUTPUT TERMINAL (TO ELECTRODE HOLDER) WITH 1/2 - 13 FLANGE NUT
4.WELD OUTPUT TERMINAL (TO WORK) WITH 1/2 - 13 FLANGE NUT
5.GROUND STUD
6.20 AMP CIRCUIT BREAKERS (2)
7.20 AMP, 240 VOLT RECEPTACLE
8.20 AMP, 120 VOLT DUPLEX RECEPTACLE
GENERATOR/WELDER CONTROLS
See Figure B.1 for the location of the following fea- tures:
1.CURRENT CONTROL DIAL: Adjusts continuous current output. The amperages on the dial corre- spond to the average amperages needed for spe- cific Lincoln welder rods.
2.ELECTRODE SELECTION GUIDE: Provides rec- ommended electrode type, size, and welder out- put setting based on the thickness of the work.
3.WELD OUTPUT TERMINAL (TO ELECTRODE HOLDER) WITH 1/2 - 13 FLANGE NUT: Provides the connection point for either the electrode hold- er or the work cable. (Because the
4.WELD OUTPUT TERMINAL (TO WORK) WITH 1/2 - 13 FLANGE NUT: Provides the connection point for either the electrode holder or the work cable. (Because the