|
|
|
|
|
| TROUBLESHOOTING |
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
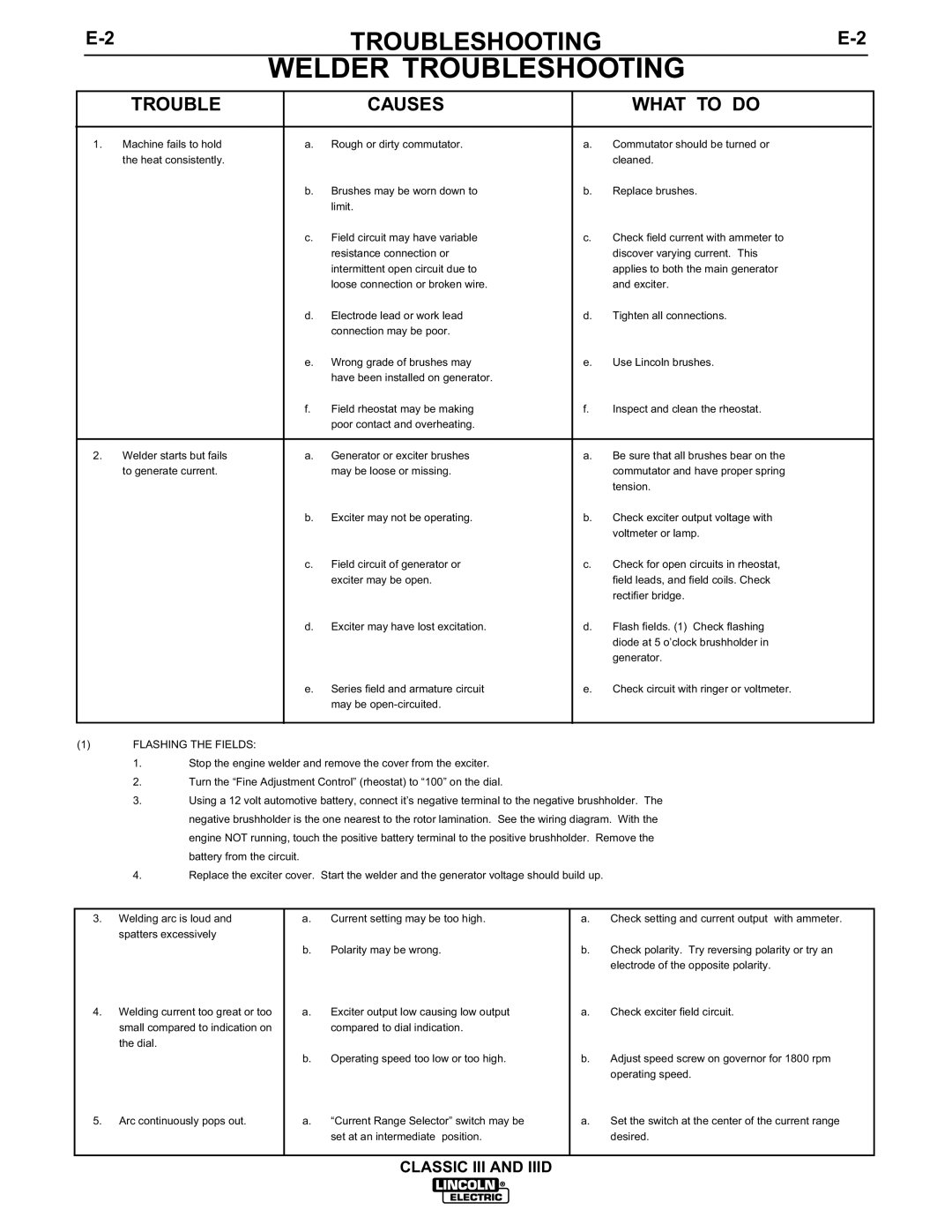
| WELDER TROUBLESHOOTING |
| ||||
|
|
|
|
|
|
|
|
|
| |
|
|
| TROUBLE |
|
| CAUSES |
| WHAT TO DO |
| |
|
|
|
|
|
|
|
|
|
| |
|
| 1. | Machine fails to hold |
| a. | Rough or dirty commutator. | a. | Commutator should be turned or |
| |
|
|
| the heat consistently. |
|
|
|
| cleaned. |
| |
|
|
|
|
|
| b. | Brushes may be worn down to | b. | Replace brushes. |
|
|
|
|
|
|
|
| limit. |
|
|
|
|
|
|
|
|
| c. | Field circuit may have variable | c. | Check field current with ammeter to |
|
|
|
|
|
|
|
| resistance connection or |
| discover varying current. This |
|
|
|
|
|
|
|
| intermittent open circuit due to |
| applies to both the main generator |
|
|
|
|
|
|
|
| loose connection or broken wire. |
| and exciter. |
|
|
|
|
|
|
| d. | Electrode lead or work lead | d. | Tighten all connections. |
|
|
|
|
|
|
|
| connection may be poor. |
|
|
|
|
|
|
|
|
| e. | Wrong grade of brushes may | e. | Use Lincoln brushes. |
|
|
|
|
|
|
|
| have been installed on generator. |
|
|
|
|
|
|
|
|
| f. | Field rheostat may be making | f. | Inspect and clean the rheostat. |
|
|
|
|
|
|
|
| poor contact and overheating. |
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 2. | Welder starts but fails |
| a. | Generator or exciter brushes | a. | Be sure that all brushes bear on the |
| |
|
|
| to generate current. |
|
| may be loose or missing. |
| commutator and have proper spring |
| |
|
|
|
|
|
|
|
|
| tension. |
|
|
|
|
|
|
| b. | Exciter may not be operating. | b. | Check exciter output voltage with |
|
|
|
|
|
|
|
|
|
| voltmeter or lamp. |
|
|
|
|
|
|
| c. | Field circuit of generator or | c. | Check for open circuits in rheostat, |
|
|
|
|
|
|
|
| exciter may be open. |
| field leads, and field coils. Check |
|
|
|
|
|
|
|
|
|
| rectifier bridge. |
|
|
|
|
|
|
| d. | Exciter may have lost excitation. | d. | Flash fields. (1) Check flashing |
|
|
|
|
|
|
|
|
|
| diode at 5 o’clock brushholder in |
|
|
|
|
|
|
|
|
|
| generator. |
|
|
|
|
|
|
| e. | Series field and armature circuit | e. | Check circuit with ringer or voltmeter. |
|
|
|
|
|
|
|
| may be |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1)FLASHING THE FIELDS:
1.Stop the engine welder and remove the cover from the exciter.
2.Turn the “Fine Adjustment Control” (rheostat) to “100” on the dial.
3.Using a 12 volt automotive battery, connect it’s negative terminal to the negative brushholder. The negative brushholder is the one nearest to the rotor lamination. See the wiring diagram. With the engine NOT running, touch the positive battery terminal to the positive brushholder. Remove the battery from the circuit.
4.Replace the exciter cover. Start the welder and the generator voltage should build up.
3. | Welding arc is loud and | a. | Current setting may be too high. | a. | Check setting and current output with ammeter. |
| spatters excessively |
|
|
|
|
|
| b. | Polarity may be wrong. | b. | Check polarity. Try reversing polarity or try an |
|
|
|
|
| electrode of the opposite polarity. |
4. | Welding current too great or too | a. | Exciter output low causing low output | a. | Check exciter field circuit. |
| small compared to indication on |
| compared to dial indication. |
|
|
| the dial. |
|
|
|
|
|
| b. | Operating speed too low or too high. | b. | Adjust speed screw on governor for 1800 rpm |
|
|
|
|
| operating speed. |
5. | Arc continuously pops out. | a. | “Current Range Selector” switch may be | a. | Set the switch at the center of the current range |
|
|
| set at an intermediate position. |
| desired. |
|
|
|
|
|
|
CLASSIC III AND IIID