OPERATION | ||
|
|
|
12.Postflow Control: In the TIG welding modes, this control knob will adjust the shielding gas postflow time from 0.5 to 30 seconds. (The preflow time is always 0.5 seconds.) In Stick welding mode, this function is not used.
13.Digital Display: This meter displays the preset weld- ing current before welding and the actual welding current during welding. Like the output current con- trol, the function of the meter is changed if a remote control is connected.
14.Pulsing Mode Switch: In the TIG welding modes, this switch turns the pulsing function ON and controls the pulsing frequency range (20Hz or 300Hz). In Stick welding mode, this function is not used.
15.Pulsing LED: This indicator shows the pulsing fre- quency when pulsing is turned ON. With this indica- tion, the operator can adjust the frequency to the desired value before welding. (Note: At higher fre- quencies the LED blinks very fast and seems to be continuously ON however it is pulsing.) If pulsing is turned OFF or if the machine is in Stick welding mode, the indicator will be OFF.
16.Pulsing Frequency Control: When the pulsing func- tion is ON, this control knob will adjust the pulsing frequency. The pulsing frequency adjustment range is 0.2 - 20Hz or 3 - 300Hz depending on the Pulsing Mode Switch position.
17.background Current Control: When the pulsing function is ON, this control knob will adjust the puls- ing background current. This is the current during the low portion of the pulse waveform; it can be adjusted from 10% to 90% of the welding current.
TRIGGER MODE SEQUENCES
For the
2-Step Sequence
Note:
1.Press and hold the Arc Start Switch to start the sequence.
The machine will open the gas valve to start the flow of the shielding gas. After a 0.5 second preflow time to purge air from the torch hose, the output of the machine is turned ON. At this time the arc can be start- ed.
After the arc is started the output current will be increased to the welding current. The time for this increase or upslope is presettable. The default is 0.5 seconds.
2. Release the Arc Start Switch to stop welding.
The machine will now decrease the output current at a controlled rate or downslope time, until the Start/Crater current is reached and the output of the machine is turned OFF. The downslope time is adjusted by the Downslope Parameter.
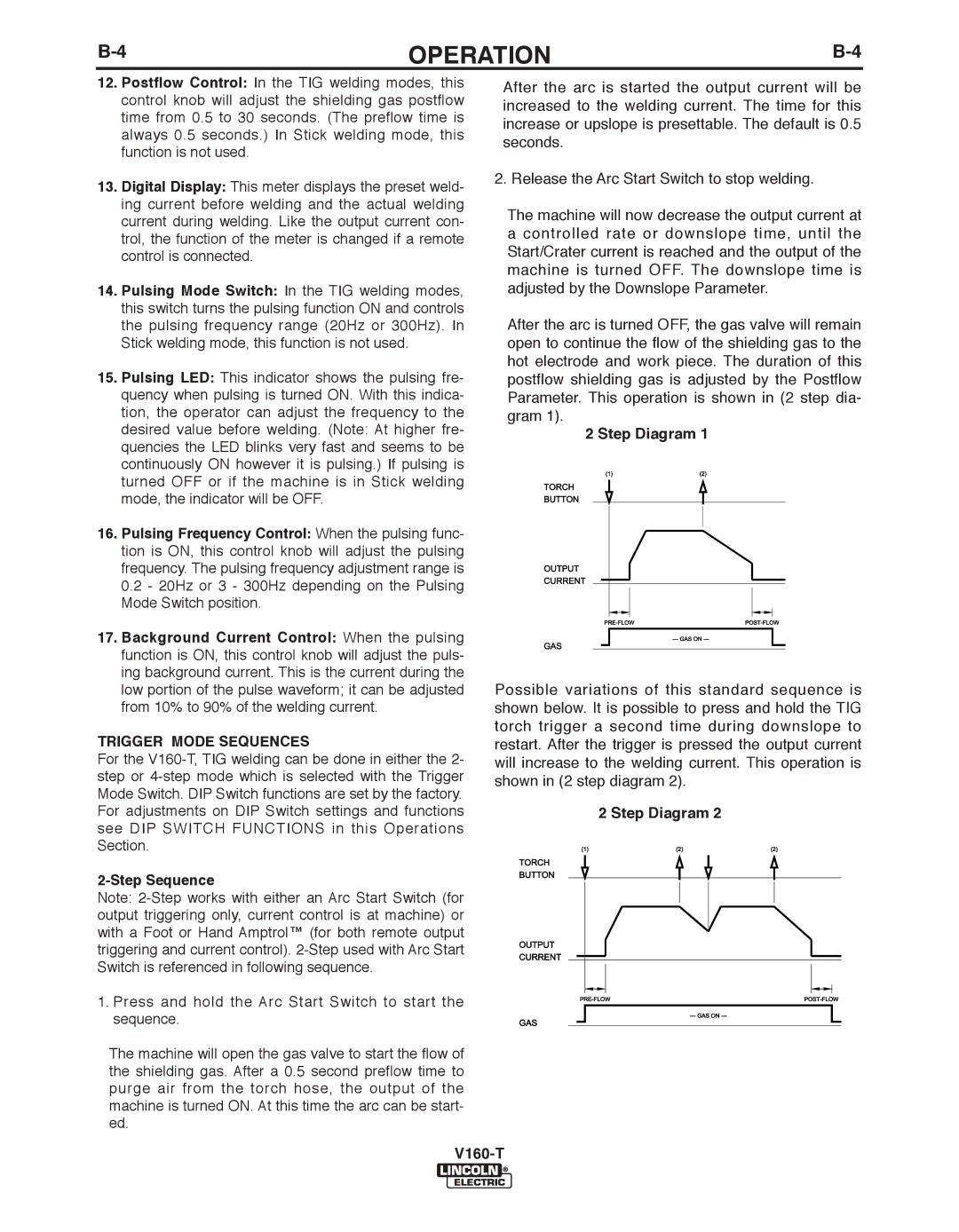
After the arc is turned OFF, the gas valve will remain open to continue the flow of the shielding gas to the hot electrode and work piece. The duration of this postflow shielding gas is adjusted by the Postflow Parameter. This operation is shown in (2 step dia- gram 1).
2 Step Diagram 1
Possible variations of this standard sequence is shown below. It is possible to press and hold the TIG torch trigger a second time during downslope to restart. After the trigger is pressed the output current will increase to the welding current. This operation is shown in (2 step diagram 2).