OPERATION | ||
|
|
|
DIP SWITCH FUNCTIONS
The following sections explain the 8 DIP switch func- tions of the V160. Read and understand the functions before making any changes because abnormal opera- tion can occur with the wrong settings. The machine must be turned OFF when the DIP Switches are changed.
![]() WARNING
WARNING
ELECTRIC SHOCK CAN KILL:
be sure that all installation, opera- tion, maintenance and repair proce- dures are performed only by qualified individuals. Lincoln Electric is not
responsible for damages caused by improper installation, improper care or abnormal operation.
before opening the machine to make changes to the DIP Switches it must first be turned OFF and disconnected from the input source. Do not open the machine or change the DIP Switches with power applied to the machine. Only Lincoln trained service technicians are authorized to per- form these modifications.
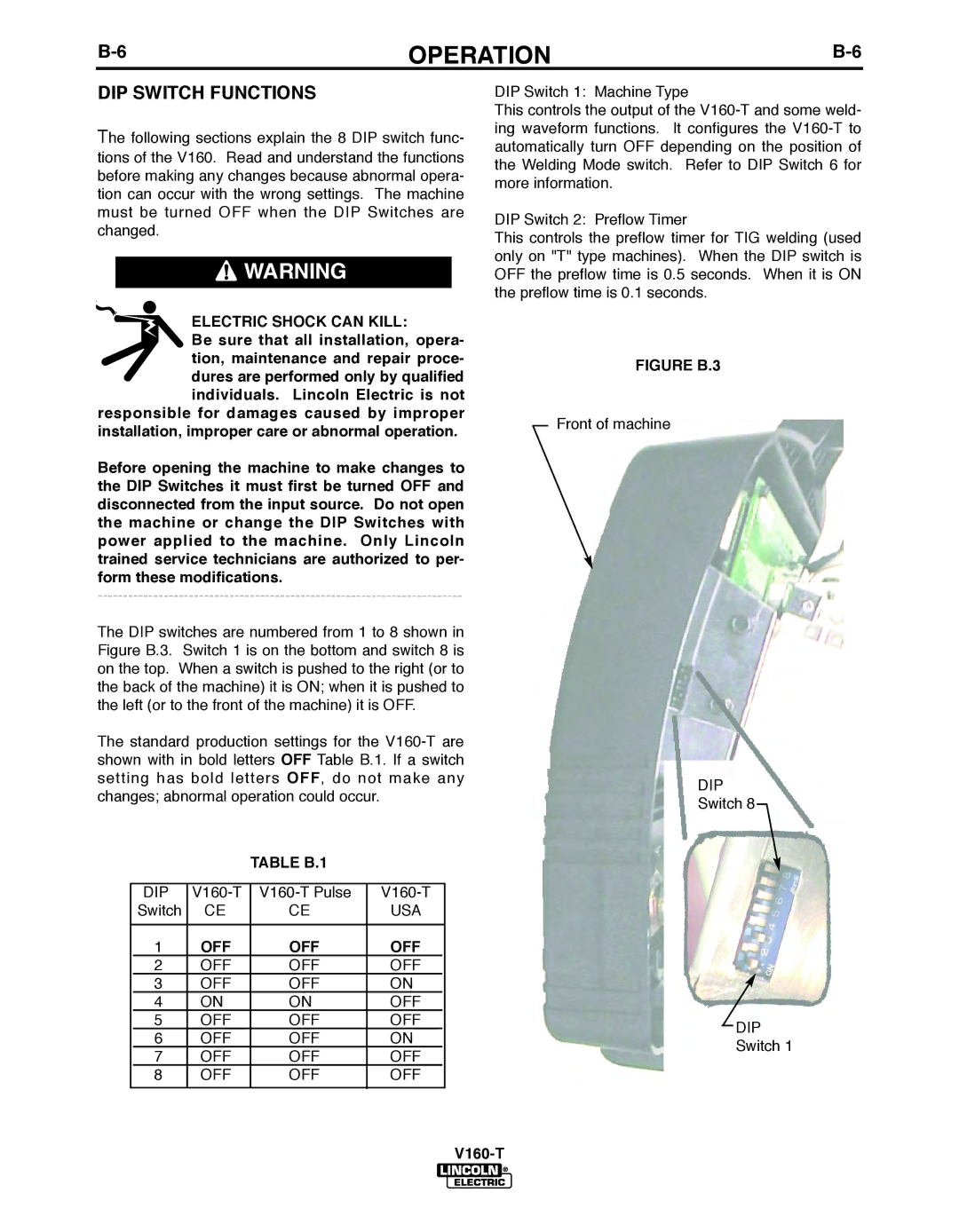
The DIP switches are numbered from 1 to 8 shown in Figure B.3. Switch 1 is on the bottom and switch 8 is on the top. When a switch is pushed to the right (or to the back of the machine) it is ON; when it is pushed to the left (or to the front of the machine) it is OFF.
The standard production settings for the
TAbLE b.1
| DIP | ||||
| Switch | CE | CE | USA | |
|
|
|
| ||
| 1 | OFF | OFF | OFF |
|
| 2 | OFF | OFF | OFF |
|
| 3 | OFF | OFF | ON |
|
| 4 | ON | ON | OFF |
|
| 5 | OFF | OFF | OFF |
|
| 6 | OFF | OFF | ON |
|
| 7 | OFF | OFF | OFF |
|
8 | OFF | OFF | OFF | ||
|
|
|
|
|
|
DIP Switch 1: Machine Type
This controls the output of the
DIP Switch 2: Preflow Timer
This controls the preflow timer for TIG welding (used only on "T" type machines). When the DIP switch is OFF the preflow time is 0.5 seconds. When it is ON the preflow time is 0.1 seconds.
FIGURE b.3
Front of machine
DIP
Switch 8
DIP
Switch 1