OPERATION | ||
|
|
|
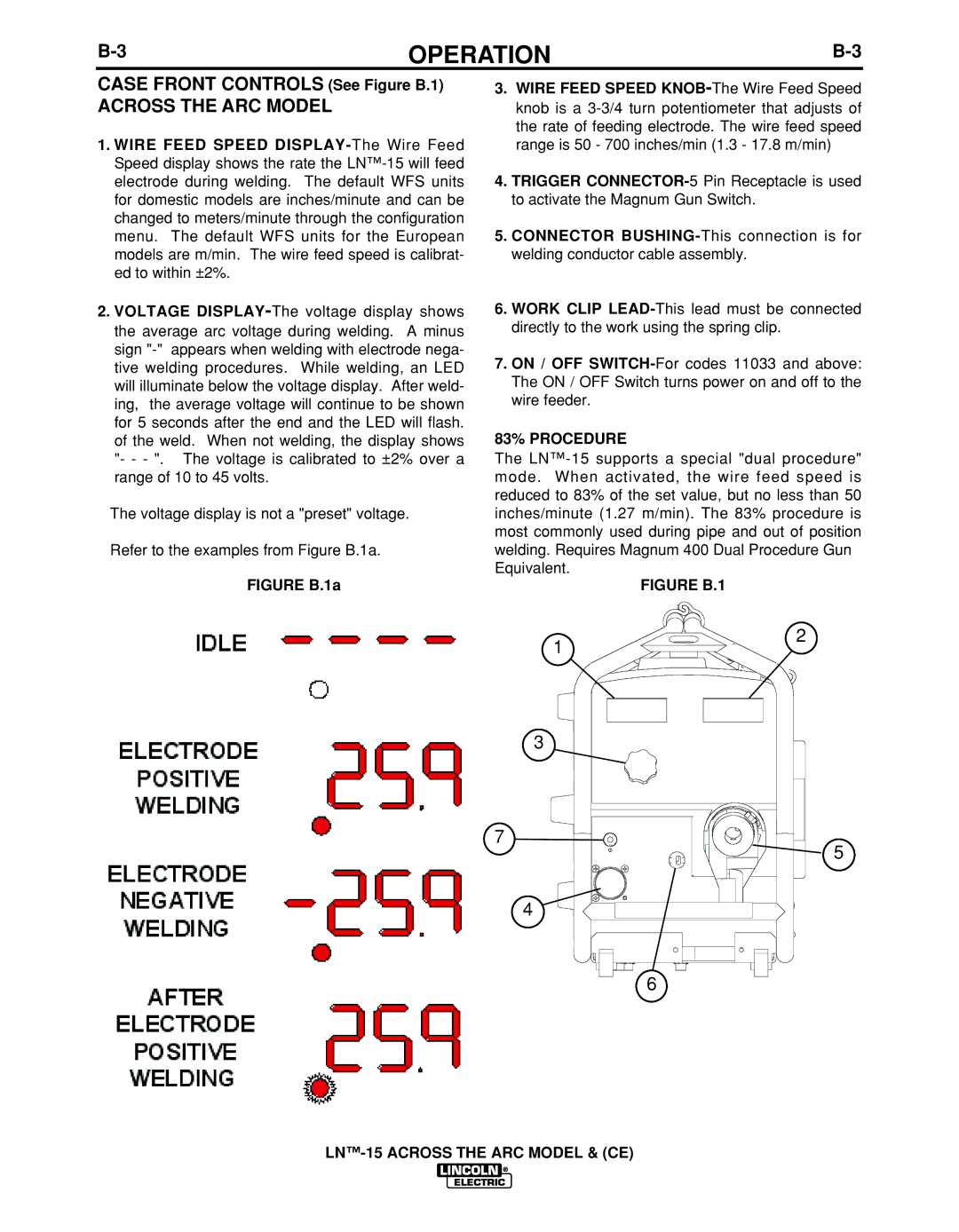
CASE FRONT CONTROLS (See Figure B.1)
ACROSS THE ARC MODEL
1.WIRE FEED SPEED
2.VOLTAGE
The voltage display is not a "preset" voltage.
Refer to the examples from Figure B.1a.
FIGURE B.1a
3.WIRE FEED SPEED KNOB-The Wire Feed Speed knob is a 3-3/4 turn potentiometer that adjusts of the rate of feeding electrode. The wire feed speed range is 50 - 700 inches/min (1.3 - 17.8 m/min)
4.TRIGGER
5.CONNECTOR
6.WORK CLIP
7.ON / OFF
83% PROCEDURE
The
FIGURE B.1
1
3
2
7 ![]()
![]()
![]()
![]()
![]()
4
5
6