TROUBLESHOOTING | ||
|
|
|
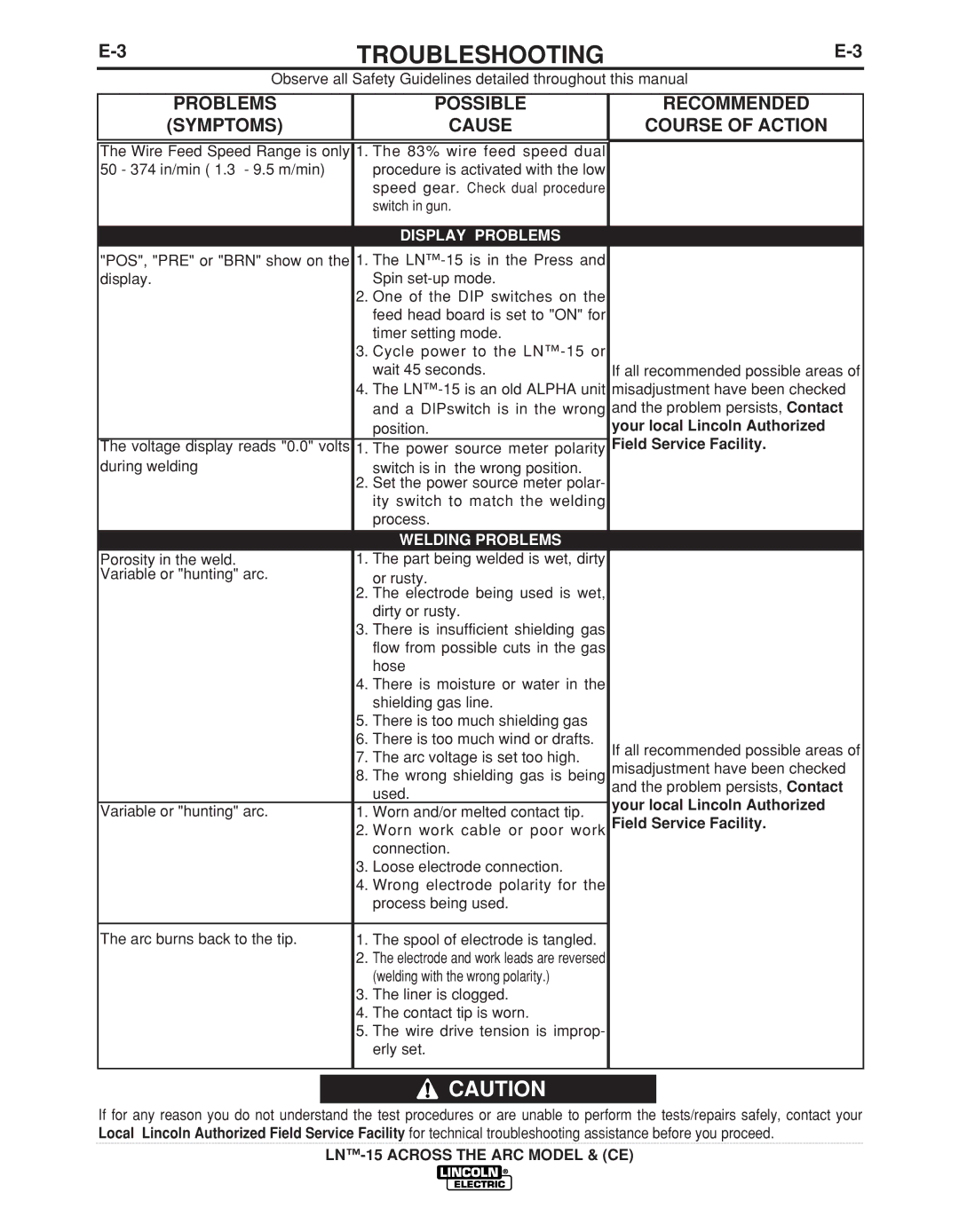
| Observe all Safety Guidelines detailed throughout this manual |
|
|
|
|
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
The Wire Feed Speed Range is only | 1. The 83% wire feed speed dual |
| |
50 - 374 in/min ( 1.3 - 9.5 m/min) |
| procedure is activated with the low |
|
|
| speed gear. Check dual procedure |
|
|
| switch in gun. |
|
|
|
|
|
|
| DISPLAY PROBLEMS |
|
"POS", "PRE" or "BRN" show on the | 1. | The |
|
display. |
| Spin |
|
| 2. | One of the DIP switches on the |
|
|
| feed head board is set to "ON" for |
|
|
| timer setting mode. |
|
| 3. Cycle power to the |
| |
|
| wait 45 seconds. | If all recommended possible areas of |
| 4. | The | misadjustment have been checked |
|
| and a DIPswitch is in the wrong | and the problem persists, Contact |
|
| position. | your local Lincoln Authorized |
|
|
| Field Service Facility. |
The voltage display reads "0.0" volts | 1. | The power source meter polarity | |
during welding |
| switch is in the wrong position. |
|
| 2. | Set the power source meter polar- |
|
|
| ity switch to match the welding |
|
|
| process. |
|
|
|
|
|
|
| WELDING PROBLEMS |
|
Porosity in the weld. | 1. | The part being welded is wet, dirty |
|
Variable or "hunting" arc. |
| or rusty. |
|
| 2. | The electrode being used is wet, |
|
|
| dirty or rusty. |
|
| 3. | There is insufficient shielding gas |
|
|
| flow from possible cuts in the gas |
|
|
| hose |
|
| 4. | There is moisture or water in the |
|
|
| shielding gas line. |
|
| 5. | There is too much shielding gas |
|
| 6. | There is too much wind or drafts. | If all recommended possible areas of |
| 7. | The arc voltage is set too high. | |
| misadjustment have been checked | ||
| 8. | The wrong shielding gas is being | |
|
| used. | and the problem persists, Contact |
|
| your local Lincoln Authorized | |
Variable or "hunting" arc. | 1. | Worn and/or melted contact tip. | |
| 2. Worn work cable or poor work | Field Service Facility. | |
|
| connection. |
|
| 3. | Loose electrode connection. |
|
| 4. | Wrong electrode polarity for the |
|
|
| process being used. |
|
|
|
|
|
The arc burns back to the tip. | 1. | The spool of electrode is tangled. |
|
| 2. | The electrode and work leads are reversed |
|
|
| (welding with the wrong polarity.) |
|
| 3. | The liner is clogged. |
|
| 4. | The contact tip is worn. |
|
| 5. | The wire drive tension is improp- |
|
|
| erly set. |
|
|
|
|
|
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.