OPERATION | ||
|
|
|
Read and understand this entire section before operating your machine.
SAFETY PRECAUTIONS
WARNING
ELECTRIC SHOCK can kill.
•Do not touch electrically live parts such as output terminals or internal wiring.
•Insulate yourself from the work and ground.
•Always wear dry insulating gloves.
FUMES AND GASES can be dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust to remove fumes from breathing zone.
WELDING, CUTTING and
GOUGING SPARKS
can cause fire or explosion
•Keep flammable material away.
•Do not weld, cut or gouge on containers that have held combustibles.
ARC RAYS can burn.
•Wear eye, ear and body protection.
Only qualified personnel should operate this equip- ment. Observe all safety information throughout this manual.
GENERAL DESCRIPTION
The MAGNUM® & MAGNUM® PRO CURVE 200 amp GMA gun and cable assembly has been designed to meet NEMA specification EW3 for weld- ing with steel electrode using the GMAW (gas metal arc welding) and
The K497 MAGNUM® & K2950 MAGNUM® PRO CURVE gun is not factory equipped with a feeder end connector. With the
The K497 gun can also be used with any wire feeder equipped with a Tweco® # 1, 2, 3, 350 or 4 wire feed adapter kit by using the
A
A
A
For best results when welding mild and alloy steels, it is recommended that Lincoln solid wire electrodes be used for the GMAW process and OS71 Lincoln Outershield® cored electrodes for the
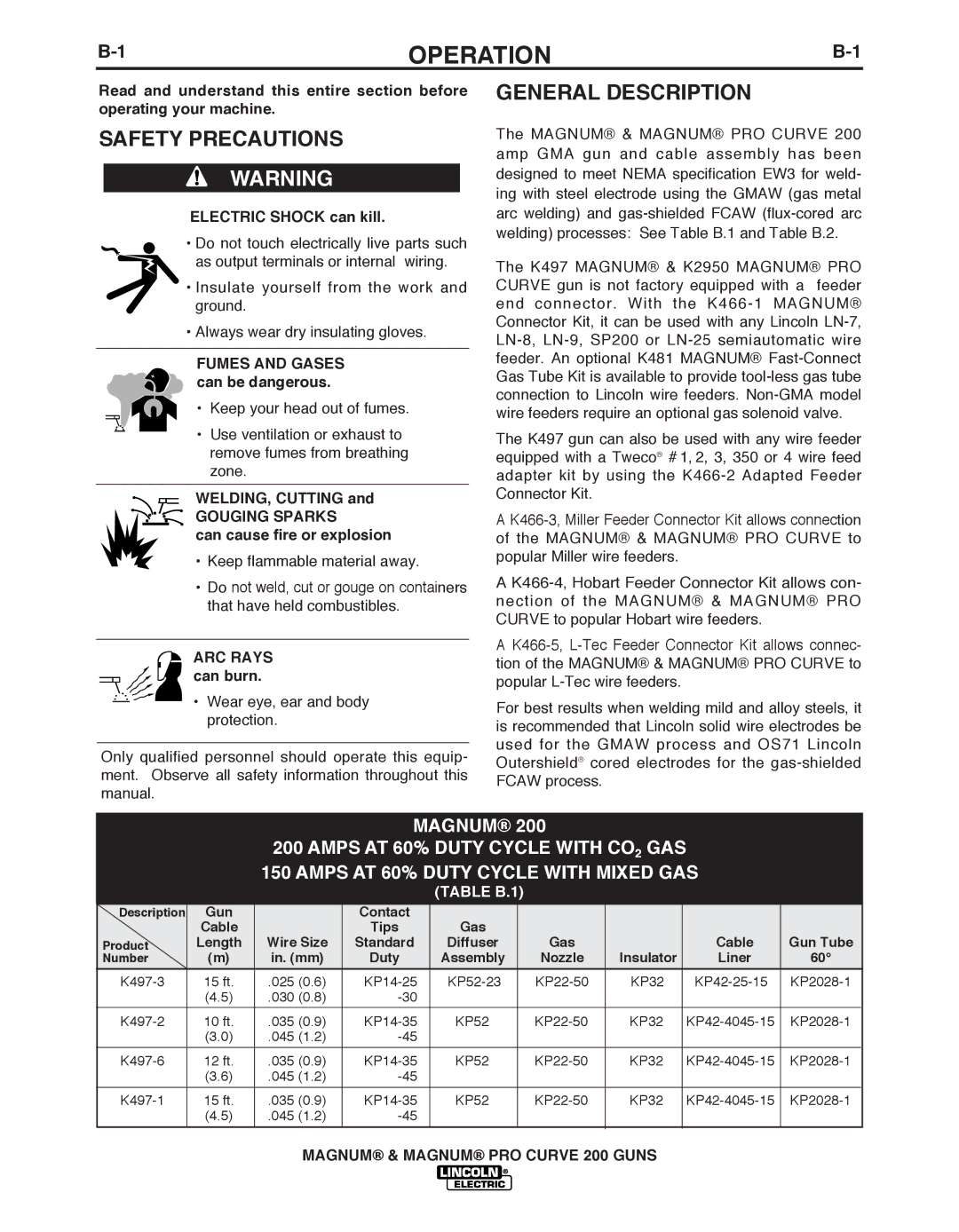
MAGNUM® 200
200 AMPS AT 60% DUTY CYCLE WITH CO2 GAS 150 AMPS AT 60% DUTY CYCLE WITH MIXED GAS
(TAbLE b.1)
Description | Gun |
| Contact |
|
|
|
|
|
| Cable |
| Tips | Gas |
|
|
|
|
Product | Length | Wire Size | Standard | Diffuser | Gas | Insulator | Cable | Gun Tube |
Number | (m) | in. (mm) | Duty | Assembly | Nozzle | Liner | 60° | |
15 ft. | .025 (0.6) | KP32 | ||||||
| (4.5) | .030 (0.8) |
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
10 ft. | .035 (0.9) | KP52 | KP32 | |||||
| (3.0) | .045 (1.2) |
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
12 ft. | .035 (0.9) | KP52 | KP32 | |||||
| (3.6) | .045 (1.2) |
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
15 ft. | .035 (0.9) | KP52 | KP32 | |||||
| (4.5) | .045 (1.2) |
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
MAGNUM® & MAGNUM® PRO CURVE 200 GUNS