OPERACIÓN | ||
|
|
|
La
|
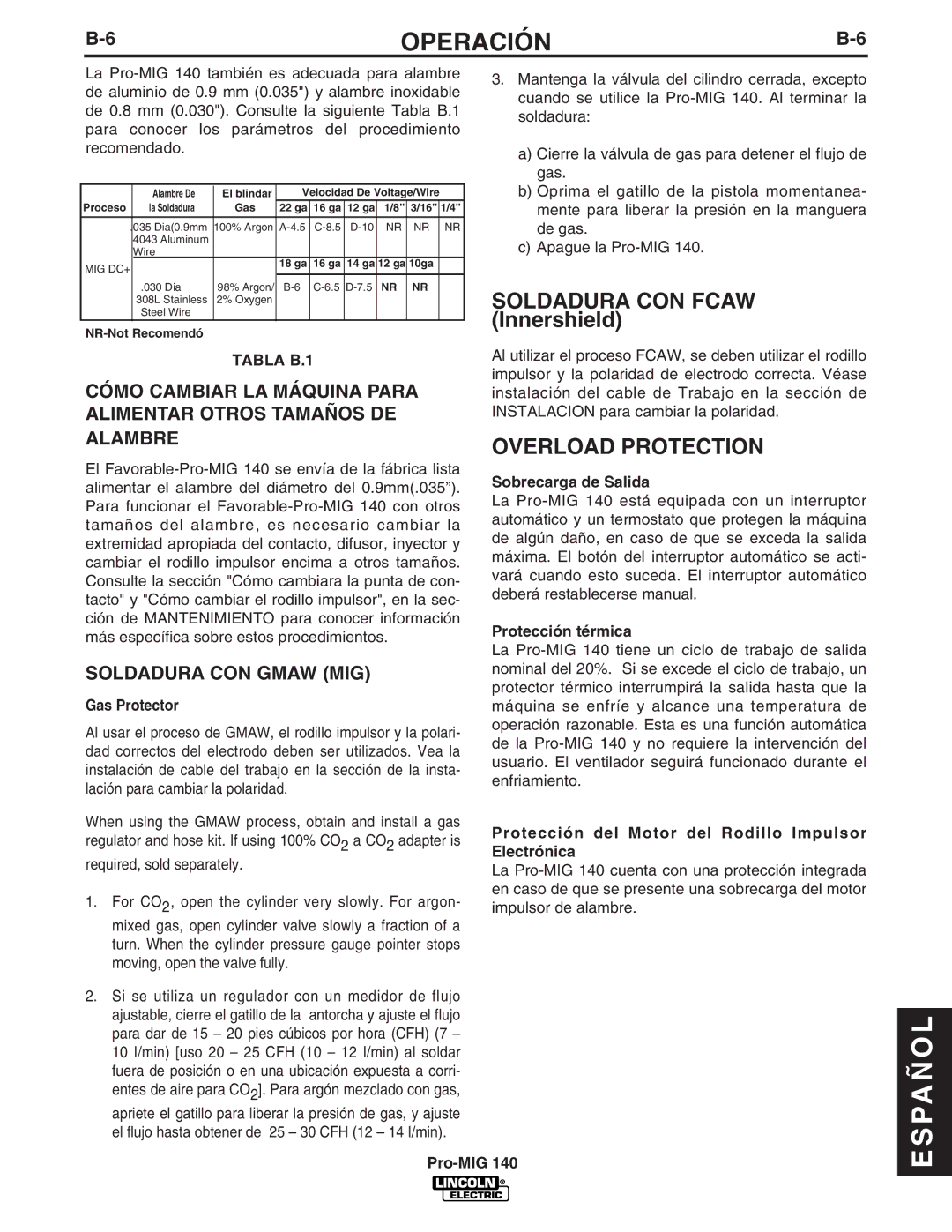
| Alambre De |
| El blindar | Velocidad De Voltage/Wire | |||||
|
|
| ||||||||
Proceso |
| la Soldadura |
| Gas | 22 ga | 16 ga | 12 ga | 1/8” | 3/16” | 1/4” |
|
|
|
|
|
|
|
|
|
|
|
|
| .035 Dia(0.9mm |
| 100% Argon | NR | NR | NR | |||
|
| 4043 Aluminum |
|
|
|
|
|
|
|
|
|
| Wire |
|
|
|
|
|
|
|
|
MIG DC+ |
|
|
| 18 ga | 16 ga | 14 ga | 12 ga | 10ga |
| |
|
|
|
|
|
|
|
|
| ||
|
| .030 Dia |
| 98% Argon/ | NR | NR |
| |||
|
| 308L Stainless |
| 2% Oxygen |
|
|
|
|
|
|
|
| Steel Wire |
|
|
|
|
|
|
|
|
TABLA B.1
CÓMO CAMBIAR LA MÁQUINA PARA ALIMENTAR OTROS TAMAÑOS DE ALAMBRE
El
SOLDADURA CON GMAW (MIG)
Gas Protector
Al usar el proceso de GMAW, el rodillo impulsor y la polari- dad correctos del electrodo deben ser utilizados. Vea la instalación de cable del trabajo en la sección de la insta- lación para cambiar la polaridad.
When using the GMAW process, obtain and install a gas regulator and hose kit. If using 100% CO2 a CO2 adapter is
required, sold separately.
1.For CO2, open the cylinder very slowly. For argon- mixed gas, open cylinder valve slowly a fraction of a turn. When the cylinder pressure gauge pointer stops moving, open the valve fully.
2.Si se utiliza un regulador con un medidor de flujo ajustable, cierre el gatillo de la antorcha y ajuste el flujo para dar de 15 – 20 pies cúbicos por hora (CFH) (7 – 10 I/min) [uso 20 – 25 CFH (10 – 12 I/min) al soldar fuera de posición o en una ubicación expuesta a corri- entes de aire para CO2]. Para argón mezclado con gas, apriete el gatillo para liberar la presión de gas, y ajuste el flujo hasta obtener de 25 – 30 CFH (12 – 14 I/min).
3.Mantenga la válvula del cilindro cerrada, excepto cuando se utilice la
a)Cierre la válvula de gas para detener el flujo de gas.
b)Oprima el gatillo de la pistola momentanea- mente para liberar la presión en la manguera de gas.
c)Apague la
SOLDADURA CON FCAW (Innershield)
Al utilizar el proceso FCAW, se deben utilizar el rodillo impulsor y la polaridad de electrodo correcta. Véase instalación del cable de Trabajo en la sección de INSTALACION para cambiar la polaridad.
OVERLOAD PROTECTION
Sobrecarga de Salida
La
Protección térmica
La
Protección del Motor del Rodillo Impulsor Electrónica
La
S PA Ñ O L
E