TROUBLESHOOTING | ||
|
|
|
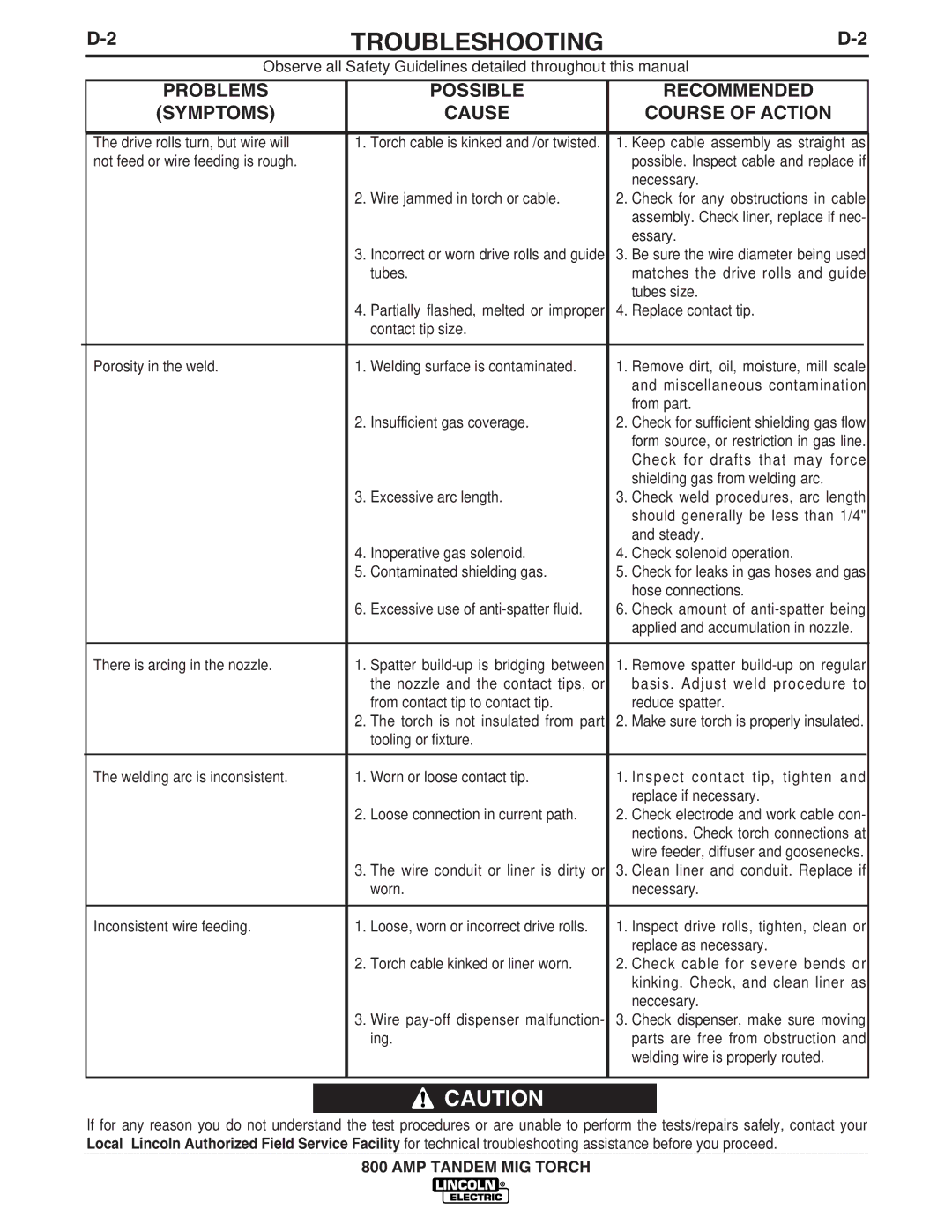
| Observe all Safety Guidelines detailed throughout this manual |
|
|
|
|
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
| The drive rolls turn, but wire will |
| 1. Torch cable is kinked and /or twisted. | 1. | Keep cable assembly as straight as | |||
| not feed or wire feeding is rough. |
|
|
|
| possible. Inspect cable and replace if | ||
|
|
|
|
|
| necessary. | ||
|
|
| 2. | Wire jammed in torch or cable. | 2. | Check for any obstructions in cable | ||
|
|
|
|
|
| assembly. Check liner, replace if nec- | ||
|
|
|
|
|
| essary. | ||
|
|
| 3. | Incorrect or worn drive rolls and guide | 3. | Be sure the wire diameter being used | ||
|
|
|
| tubes. |
| matches the drive rolls and guide | ||
|
|
|
|
|
| tubes size. | ||
|
|
| 4. | Partially flashed, melted or improper | 4. | Replace contact tip. | ||
|
|
|
| contact tip size. |
|
|
|
|
|
|
|
|
|
|
| ||
| Porosity in the weld. |
| 1. Welding surface is contaminated. | 1. | Remove dirt, oil, moisture, mill scale | |||
|
|
|
|
|
| and miscellaneous contamination | ||
|
|
|
|
|
| from part. | ||
|
|
| 2. | Insufficient gas coverage. | 2. | Check for sufficient shielding gas flow | ||
|
|
|
|
|
| form source, or restriction in gas line. | ||
|
|
|
|
|
| Check for drafts that may force | ||
|
|
|
|
|
| shielding gas from welding arc. | ||
|
|
| 3. | Excessive arc length. | 3. | Check weld procedures, arc length | ||
|
|
|
|
|
| should generally be less than 1/4" | ||
|
|
|
|
|
| and steady. | ||
|
|
| 4. | Inoperative gas solenoid. | 4. | Check solenoid operation. | ||
|
|
| 5. | Contaminated shielding gas. | 5. | Check for leaks in gas hoses and gas | ||
|
|
|
|
|
| hose connections. | ||
|
|
| 6. | Excessive use of | 6. | Check amount of | ||
|
|
|
|
|
| applied and accumulation in nozzle. | ||
|
|
|
|
|
| |||
| There is arcing in the nozzle. |
| 1. Spatter | 1. | Remove spatter | |||
|
|
|
| the nozzle and the contact tips, or |
| basis. Adjust weld procedure to | ||
|
|
|
| from contact tip to contact tip. |
| reduce spatter. | ||
|
|
| 2. | The torch is not insulated from part | 2. | Make sure torch is properly insulated. | ||
|
|
|
| tooling or fixture. |
|
|
|
|
|
|
|
|
|
| |||
| The welding arc is inconsistent. |
| 1. Worn or loose contact tip. | 1. | Inspect contact tip, tighten and | |||
|
|
|
|
|
| replace if necessary. | ||
|
|
| 2. | Loose connection in current path. | 2. | Check electrode and work cable con- | ||
|
|
|
|
|
| nections. Check torch connections at | ||
|
|
|
|
|
| wire feeder, diffuser and goosenecks. | ||
|
|
| 3. | The wire conduit or liner is dirty or | 3. | Clean liner and conduit. Replace if | ||
|
|
|
| worn. |
| necessary. | ||
|
|
|
|
|
| |||
| Inconsistent wire feeding. |
| 1. Loose, worn or incorrect drive rolls. | 1. | Inspect drive rolls, tighten, clean or | |||
|
|
|
|
|
| replace as necessary. | ||
|
|
| 2. | Torch cable kinked or liner worn. | 2. | Check cable for severe bends or | ||
|
|
|
|
|
| kinking. Check, and clean liner as | ||
|
|
|
|
|
| neccesary. | ||
|
|
| 3. | Wire | 3. | Check dispenser, make sure moving | ||
|
|
|
| ing. |
| parts are free from obstruction and | ||
|
|
|
|
|
| welding wire is properly routed. | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| CAUTION |
|
|
|
|
|
|
|
|
|
|
|
|
|
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
800 AMP TANDEM MIG TORCH