| OPERATION |
| ||
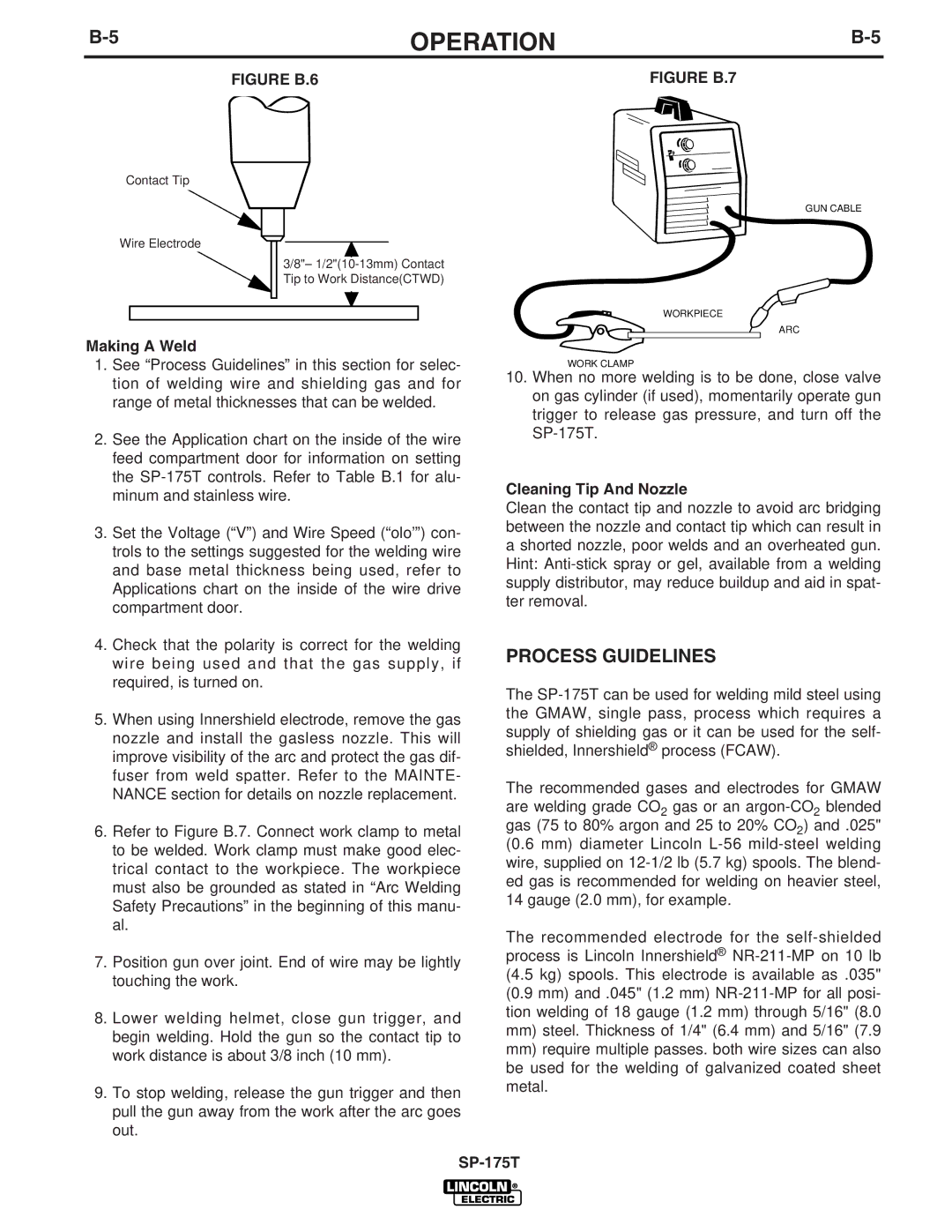
| FIGURE B.6 | FIGURE B.7 | ||
Contact Tip
Wire Electrode
3/8"–
Making A Weld
1.See “Process Guidelines” in this section for selec- tion of welding wire and shielding gas and for range of metal thicknesses that can be welded.
2.See the Application chart on the inside of the wire feed compartment door for information on setting the
3.Set the Voltage (“V”) and Wire Speed (“olo’”) con- trols to the settings suggested for the welding wire and base metal thickness being used, refer to
3.Applications chart on the inside of the wire drive compartment door.
4.Check that the polarity is correct for the welding wire being used and that the gas supply, if required, is turned on.
5.When using Innershield electrode, remove the gas nozzle and install the gasless nozzle. This will improve visibility of the arc and protect the gas dif- fuser from weld spatter. Refer to the MAINTE- NANCE section for details on nozzle replacement.
6.Refer to Figure B.7. Connect work clamp to metal to be welded. Work clamp must make good elec- trical contact to the workpiece. The workpiece must also be grounded as stated in “Arc Welding Safety Precautions” in the beginning of this manu- al.
7.Position gun over joint. End of wire may be lightly touching the work.
8.Lower welding helmet, close gun trigger, and begin welding. Hold the gun so the contact tip to work distance is about 3/8 inch (10 mm).
9.To stop welding, release the gun trigger and then pull the gun away from the work after the arc goes out.
GUN CABLE
WORKPIECE
ARC
WORK CLAMP
10.When no more welding is to be done, close valve on gas cylinder (if used), momentarily operate gun trigger to release gas pressure, and turn off the
Cleaning Tip And Nozzle
Clean the contact tip and nozzle to avoid arc bridging between the nozzle and contact tip which can result in a shorted nozzle, poor welds and an overheated gun. Hint:
PROCESS GUIDELINES
The
The recommended gases and electrodes for GMAW are welding grade CO2 gas or an
The recommended electrode for the
mm)steel. Thickness of 1/4" (6.4 mm) and 5/16" (7.9
mm)require multiple passes. both wire sizes can also be used for the welding of galvanized coated sheet metal.