File Engine Drive
Processes
Description
Visit our website at OM-494191 862Q September
From Miller to You
Table of Contents
− Operating Auxiliary Equipment
Symbol Usage
Arc Welding Hazards
Engine Hazards
Compressed Air Hazards
EMF Information
Principal Safety Standards
California Proposition 65 Warnings
Radiation can cause interference
UN Choc Électrique peut tuer
Signification des symboles
− Consignes DE Sécurité − Lire Avant Utilisation
LES Fumées ET LES GAZ peuvent être dangereux
DES Pièces Chaudes peuvent provoquer des brûlures graves
LE Soudage peut provoquer un in- cendie ou une explosion
DES Particules Volantes peuvent blesser les yeux
LE Bruit peut affecter l’ouïe
’EMPLOI Excessif peut
LA Chaleur DU Moteur peut pro- voquer un incendie
’AIR Comprimé peut provoquer des blessures
LE Surchauffement peut endom- mager le moteur électrique
Pour les moteurs diesel
LE Soudage À L’ARC risque de provoquer des interférences
Pour les moteurs à essence
Boulevard, Rexdale, Ontario, Canada M9W 1R3 téléphone
Symbols And Definitions
− Definitions
Dimensions, Weights, And Operating Angles
− Specifications
Weld, Power, And Engine Specifications
Description
AC Generator Power
Fuel Consumption
Overheating
Exceeding duty cycle can damage unit and void warranty
Duty Cycle And Overheating
Reduce Duty Cycle Minutes
CV/DC Mode
CC/DC − Single Mode
CC/DC − Dual Mode
Volt-Ampere Curves
− Installation
Installing Welding Generator
Do not overfill battery cells
Activating The Dry Charge Battery If Applicable
Connecting The Battery
For 30 Minutes
Stop engine and let cool
Installing Exhaust Pipe
Engine Prestart Checks
Fuel
Unexpected Weld Output can cause injury or fire
Safety Information For Connecting To Weld Output Terminals
Weld Output Terminals
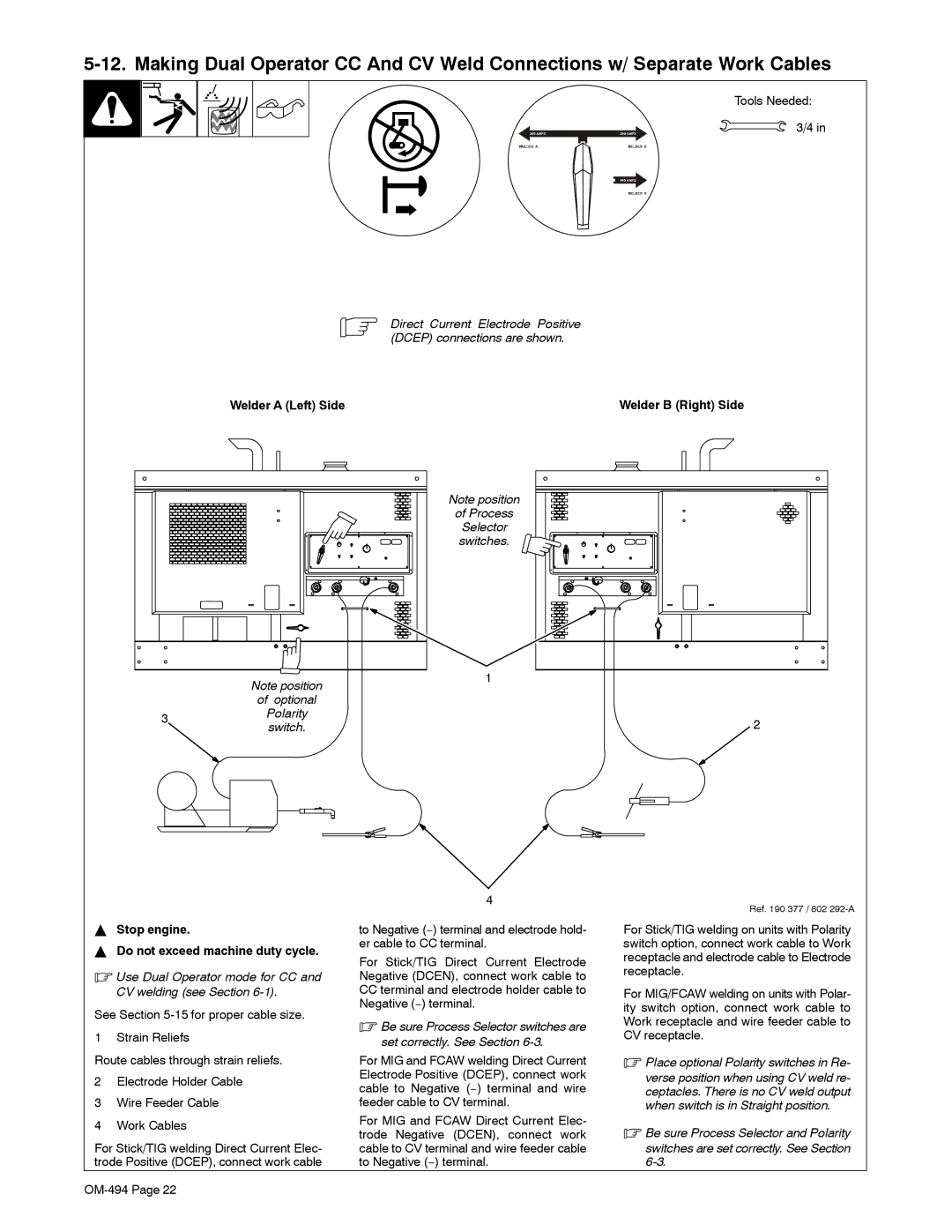
Welder a Left Side Welder B Right Side
Welder a Left Side
Do not exceed machine duty cycle
Stop engine Do not exceed machine duty cycle
Connect electrode holder cables to Elec- trode receptacles
When switch is in Straight position
Place optional Polarity switches in Re
Verse position when using CV weld re
Switches are set correctly. See Section
Connect wire feeder cables to Negative − terminals
Connect wire feeder cables to CV recep- tacles
Be sure Process Selector switches are
Place optional Polarity switch in Re
Making Single Operator CC Weld Connections
OM-494
350 ft 400 ft 45 m 60 m 70 m 90 m 105 m 120 m
Selecting Weld Cable Sizes
150 ft 200 ft 250 ft
Put terminals
Remote 14 Receptacle Information
Installing Ether Cylinder Optional Ether Starting Aid
After installing cylinder, wait at
Socket Information
Remote 14 Receptacle Connections
Dual Operator Operation
See -3for weld control descriptions
− Operating the Welding Generator
Engine Controls
If light goes on, stop engine and check engine belt
Weld Controls See Section
Weld Control Descriptions See Section
Do not switch under load or with out- put on
Do not switch under load
CV weld output for MIG is only available
Volt And 240 Volt Duplex Receptacles
Generator power is not affected by weld output
− Operating Auxiliary Equipment
At least once a month, run engine at
− Maintenance & Troubleshooting
Routine Maintenance
Maintenance Label
To clean air filter
Servicing Air Cleaner
By the warranty
Do not clean housing with air hose
Servicing Fuel And Lubrication Systems
Servicing Optional Ether Starting Aid
Adjusting Engine Speed
Weld/Power
Cylinder
Max Tools Needed 11/16
To adjust belt tension
Checking And Replacing Alternator Belt
Stop engine To check belt tension
Resetting Fan Belt Safety Shutdown
Checking Generator Brushes
Inspecting And Cleaning Optional Spark Arrestor Muffler
Stop engine and let cool. Reinstall cleanout plug
Circuit Protection
Thermostats TP3 And TP4 Internal − Not Shown
Troubleshooting
Welding
Repair or replace wire feeder
Factory Authorized Service Agent check main rectifier SR2
Factory Authorized Service Agent check main rectifier SR3
Formers T5 thru T10, and control board PC1 or PC5
Generator Power
Engine
OM-494
− Electrical Diagrams
Circuit Diagram For Welding Generator
210 657-A
Ment damage may occur
− RUN-IN Procedure
Wetstacking
Check oil level frequently dur
Run-In Procedure Using Load Bank
4exceed duty cycle or equip- ment damage may occur
Ing run-in add oil if needed
Bank/grid
Run-In Procedure Using Resistance Grid
Procedure at less than
From flammables
Selecting Equipment
− Generator Power Guidelines
Has this symbol
Grounding Generator To Truck Or Trailer Frame
Earth ground if supplying
Grounding When Supplying Building Systems
How Much Power Does Equipment Require?
Use ground device as stated Electrical codes
Industrial Motors Rating Starting Watts Running Watts
Approximate Power Requirements For Industrial Motors
Approximate Power Requirements For Farm/Home Equipment
Farm/Home Equipment Rating Starting Watts Running Watts
Approximate Power Requirements For Contractor Equipment
Contractor Rating Starting Watts Running Watts
Single-Phase Induction Motor Starting Requirements
Power Required To Start Motor
How Much Power Can Generator Supply?
KVA/HP x HP x 1000 = Starting Amperage
Typical Connections To Supply Standby Power
Selecting Extension Cord Use Shortest Cord Possible
Current Load Watts Amperes
− Parts List
96−SEE FIG 92 91 103 102 101 100 25−SEE FIG 910
4748 57−SEE FIG 78−SEE FIG 76 75
Item Dia Part Description Quantity Mkgs
189
Front Panel
Front Panel -1Item
Side Control Panels − Welder B Right Side Shown
Side Control Panels -1Item
Side Control Panels
Generator
Rectifier Assembly
OM-494
Page
Support
Service
Your distributor also gives
For assistance in filing or settling claims, contact
To locate a Distributor or Service Agency visit
Miller Electric Mfg. Co
Your distributor and/or equipment manufacturer’s