4-5. Paralleling Welding Power Sources For SMAW
WARNING |
ELECTRIC SHOCK can kill. | ARCING can burn skin or damage | ||||
• | Do not touch live electrical parts. | electrical equipment. |
| ||
• | Turn Off welding power sources by placing Power | • | Do not change position of the welding cable | ||
| circuit breakers in the Off position before making any | • | connectors while welding. |
| |
• | weld output connections. | Be sure the connectors are secure in receptacles | |||
Do not connect welding output of different polarities |
| before welding. |
|
| |
• | to the same structure. | INADEQUATE | WORK | CABLE | |
See ANSI Z49.1 and OSHA Title 29, Chapter XVII, | |||||
| Part 1910, Subpart Q (addresses at beginning of | CONNECTIONS | can cause | serious | |
• | manual). | damage to input power service and | |||
Do not handle or come in contact with two live | create a hazardous condition. |
| |||
| electrodes at the same time. | • | Connect an electrical cable of adequate size | ||
UNDERSIZED WELDING CABLES can |
| between the isolated terminal and the workpiece | |||
| whenever any welding power sources are | ||||
cause fire. |
| connected to the isolated terminal. |
| ||
• | Use single cables of adequate capacity to carry the |
|
|
|
|
total combined amperage of the paralleled welding power sources.
|
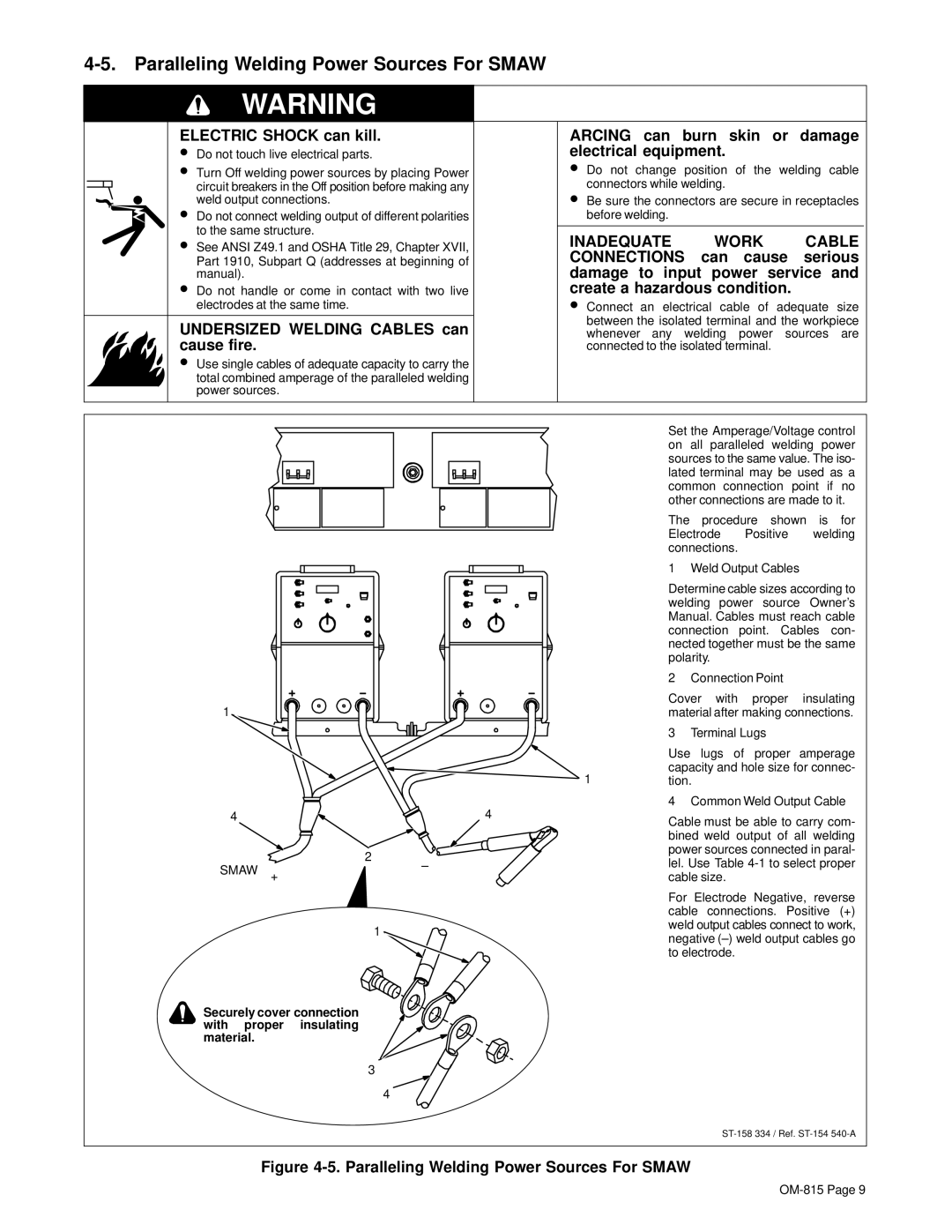
| The procedure shown is for | ||||
|
| Electrode | Positive | welding | ||
|
| connections. |
|
| ||
|
| 1 | Weld Output Cables |
| ||
|
| Determine cable sizes according to | ||||
|
| welding | power source | Owner’s | ||
|
| Manual. Cables must reach cable | ||||
|
| connection | point. Cables con- | |||
|
| nected together must be the same | ||||
|
| polarity. |
|
|
| |
|
| 2 | Connection Point |
| ||
1 |
| Cover | with | proper | insulating | |
| material after making connections. | |||||
|
| 3 | Terminal Lugs |
| ||
|
| Use lugs of proper amperage | ||||
| 1 | capacity and hole size for connec- | ||||
| tion. |
|
|
| ||
| 4 | 4 Common Weld Output Cable | ||||
4 | Cable must be able to carry com- | |||||
|
| |||||
|
| bined weld output of all welding | ||||
| 2 | power sources connected in paral- | ||||
| lel. Use Table | |||||
SMAW | – | |||||
+ | cable size. |
|
| |||
|
|
| ||||
1
Securely cover connection with proper insulating material.
3
For Electrode Negative, reverse cable connections. Positive (+)
weld output cables connect to work, negative
4