OPERATION
RATE OF FEED
IMPORTANT: The “secret” of professional routing and edge shaping lies in making a careful
The proper rate of feed depends on several factors: the hardness and moisture content of the wood, the depth of cut, and the cutting diameter of the bit. When cutting shallow grooves in soft woods such as pine, a faster rate of feed can be used. When making deep cuts in hardwoods such as oak, a slower rate of feed should be used.
The best rate of feed is one that does not slow down the router motor more than
Feeding Too Fast
Clean, smooth routing and edge shaping can be done only when the bit is revolving at a relatively high speed and is taking very small bites to produce tiny, cleanly severed chips. If your router is forced to move forward too fast, the RPM of the bit becomes slower than normal in relation to its forward movement. As a result, the bit must take bigger bites as it revolves. “Bigger bites” mean bigger chips, and a rougher finish. Bigger chips also require more power, which could result in the router motor becoming overloaded.
Under extreme
Your router is an extremely
You can always detect “force feeding” by the sound of the motor. Its
Feeding Too Slow
It is also possible to spoil a cut by moving the router forward too slowly. When it is advanced into the work too slowly, a revolving bit does not dig into new wood fast enough to take a bite; instead, it simply scrapes away
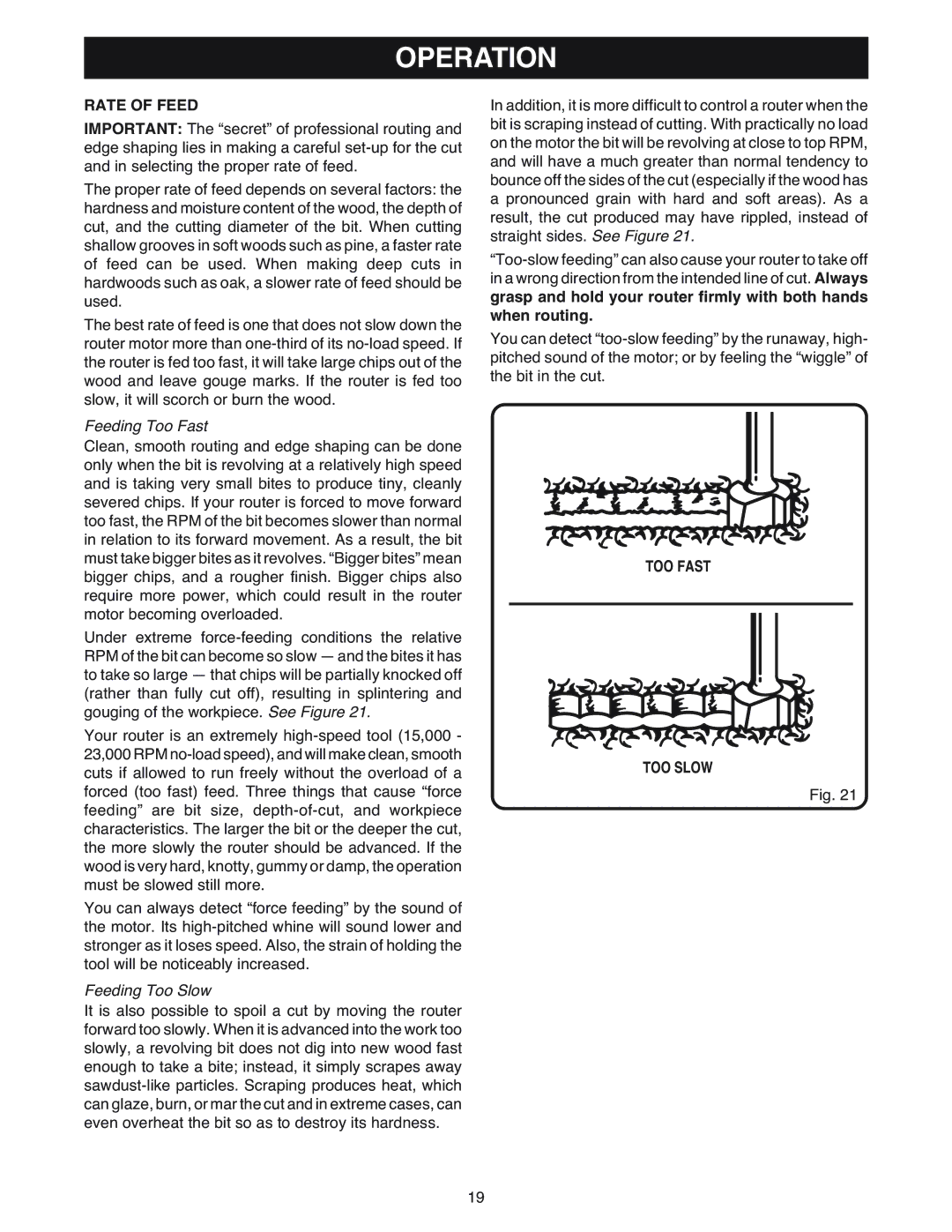
In addition, it is more difficult to control a router when the bit is scraping instead of cutting. With practically no load on the motor the bit will be revolving at close to top RPM, and will have a much greater than normal tendency to bounce off the sides of the cut (especially if the wood has a pronounced grain with hard and soft areas). As a result, the cut produced may have rippled, instead of straight sides. See Figure 21.
You can detect
TOO FAST
TOO SLOW
Fig. 21
19