General
This line of welding machines utilizes a process called Flux Cored Arc Welding (FCAW). The FCAW process uses a tubular wire with a flux material inside. Shielding is obtained from the decomposition of the flux within the tubular wire.
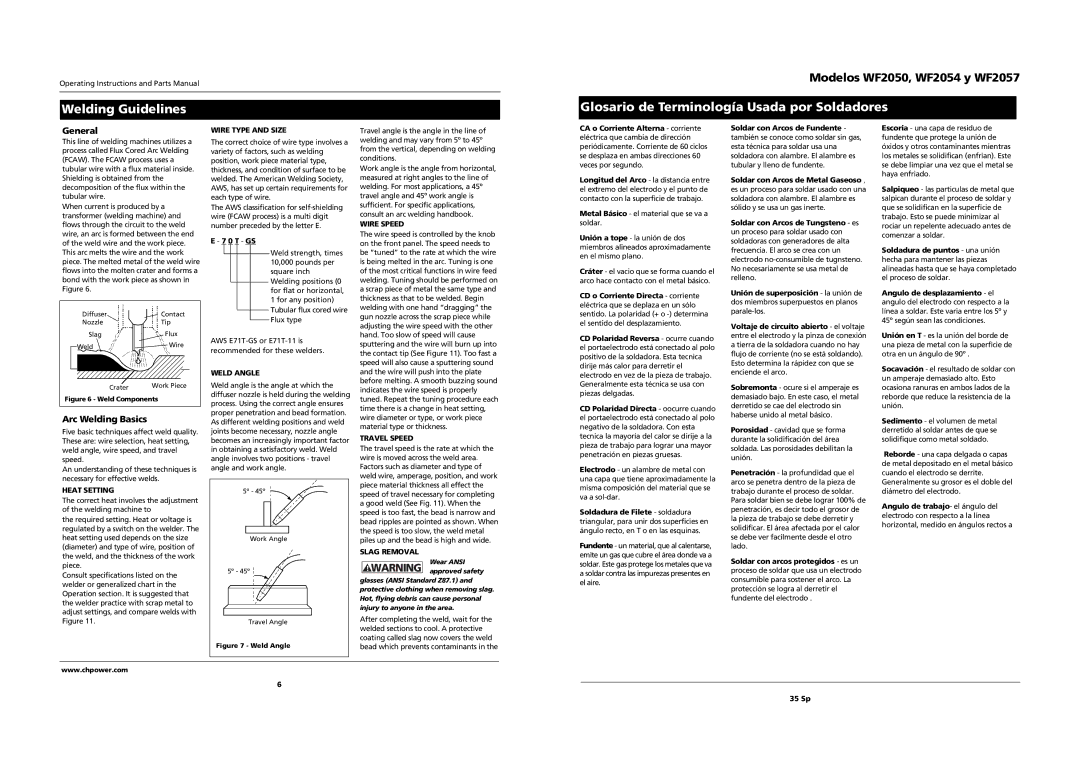
When current is produced by a transformer (welding machine) and flows through the circuit to the weld wire, an arc is formed between the end of the weld wire and the work piece. This arc melts the wire and the work piece. The melted metal of the weld wire flows into the molten crater and forms a bond with the work piece as shown in Figure 6.
Diffuser | Contact |
Nozzle | Tip |
Slag | Flux |
Weld | Wire |
Crater | Work Piece |
Figure 6 - Weld Components |
Arc Welding Basics
Five basic techniques affect weld quality. These are: wire selection, heat setting, weld angle, wire speed, and travel speed.
An understanding of these techniques is necessary for effective welds.
HEAT SETTING
The correct heat involves the adjustment of the welding machine to
the required setting. Heat or voltage is regulated by a switch on the welder. The heat setting used depends on the size (diameter) and type of wire, position of the weld, and the thickness of the work piece.
Consult specifications listed on the welder or generalized chart in the Operation section. It is suggested that the welder practice with scrap metal to adjust settings, and compare welds with Figure 11.
WIRE TYPE AND SIZE
The correct choice of wire type involves a variety of factors, such as welding position, work piece material type, thickness, and condition of surface to be welded. The American Welding Society, AWS, has set up certain requirements for each type of wire.
The AWS classification for self-shielding wire (FCAW process) is a multi digit number preceded by the letter E.
E - 7 0 T - GS
Weld strength, times 10,000 pounds per square inch Welding positions (0 for flat or horizontal, 1 for any position) Tubular flux cored wire Flux type
AWS E71T-GS or E71T-11 is recommended for these welders.
WELD ANGLE
Weld angle is the angle at which the diffuser nozzle is held during the welding process. Using the correct angle ensures proper penetration and bead formation. As different welding positions and weld joints become necessary, nozzle angle becomes an increasingly important factor in obtaining a satisfactory weld. Weld angle involves two positions - travel angle and work angle.
5º - 45º
Work Angle
5º - 45º
Travel Angle
CA o Corriente Alterna - corriente eléctrica que cambia de dirección periódicamente. Corriente de 60 ciclos se desplaza en ambas direcciones 60 veces por segundo.
Longitud del Arco - la distancia entre el extremo del electrodo y el punto de contacto con la superficie de trabajo.
Metal Básico - el material que se va a soldar.
Unión a tope - la unión de dos miembros alineados aproximadamente en el mismo plano.
Cráter - el vacio que se forma cuando el arco hace contacto con el metal básico.
CD o Corriente Directa - corriente eléctrica que se deplaza en un sólo sentido. La polaridad (+ o -) determina el sentido del desplazamiento.
CD Polaridad Reversa - ocurre cuando el portaelectrodo está conectado al polo positivo de la soldadora. Esta tecnica dirije más calor para derretir el electrodo en vez de la pieza de trabajo. Generalmente esta técnica se usa con piezas delgadas.
CD Polaridad Directa - oocurre cuando el portaelectrodo está conectado al polo negativo de la soldadora. Con esta tecnica la mayoría del calor se dirije a la pieza de trabajo para lograr una mayor penetración en piezas gruesas.
Electrodo - un alambre de metal con una capa que tiene aproximadamente la misma composición del material que se va a sol-dar.
Soldadura de Filete - soldadura triangular, para unir dos superficies en ángulo recto, en T o en las esquinas.
Fundente - un material, que al calentarse, emite un gas que cubre el área donde va a soldar. Este gas protege los metales que va a soldar contra las impurezas presentes en el aire.
Soldar con Arcos de Fundente - también se conoce como soldar sin gas, esta técnica para soldar usa una soldadora con alambre. El alambre es tubular y lleno de fundente.
Soldar con Arcos de Metal Gaseoso , es un proceso para soldar usado con una soldadora con alambre. El alambre es sólido y se usa un gas inerte.
Soldar con Arcos de Tungsteno - es un proceso para soldar usado con soldadoras con generadores de alta frecuencia. El arco se crea con un electrodo no-consumible de tugnsteno. No necesariamente se usa metal de relleno.
Unión de superposición - la unión de dos miembros superpuestos en planos parale-los.
Voltaje de circuito abierto - el voltaje entre el electrodo y la pinza de conexión a tierra de la soldadora cuando no hay flujo de corriente (no se está soldando). Esto determina la rápidez con que se enciende el arco.
Sobremonta - ocure si el amperaje es demasiado bajo. En este caso, el metal derretido se cae del electrodo sin haberse unido al metal básico.
Porosidad - cavidad que se forma durante la solidificación del área soldada. Las porosidades debilitan la unión.
Penetración - la profundidad que el arco se penetra dentro de la pieza de trabajo durante el proceso de soldar.
Para soldar bien se debe lograr 100% de penetración, es decir todo el grosor de la pieza de trabajo se debe derretir y solidificar. El área afectada por el calor se debe ver facilmente desde el otro lado.
Soldar con arcos protegidos - es un proceso de soldar que usa un electrodo consumible para sostener el arco. La protección se logra al derretir el fundente del electrodo .
Escoria - una capa de residuo de fundente que protege la unión de óxidos y otros contaminantes mientras los metales se solidifican (enfrian). Este se debe limpiar una vez que el metal se haya enfriado.
Salpiqueo - las particulas de metal que salpican durante el proceso de soldar y que se solidifican en la superficie de trabajo. Esto se puede minimizar al rociar un repelente adecuado antes de comenzar a soldar.
Soldadura de puntos - una unión hecha para mantener las piezas alineadas hasta que se haya completado el proceso de soldar.
Angulo de desplazamiento - el angulo del electrodo con respecto a la línea a soldar. Este varia entre los 5º y 45º según sean las condiciones.
Unión en T - es la unión del borde de una pieza de metal con la superficie de otra en un ángulo de 90º .
Socavación - el resultado de soldar con un amperaje demasiado alto. Esto ocasiona ranuras en ambos lados de la reborde que reduce la resistencia de la unión.
Sedimento - el volumen de metal derretido al soldar antes de que se solidifique como metal soldado.
Reborde - una capa delgada o capas de metal depositado en el metal básico cuando el electrodo se derrite. Generalmente su grosor es el doble del diámetro del electrodo.
Angulo de trabajo- el ángulo del electrodo con respecto a la línea horizontal, medido en ángulos rectos a