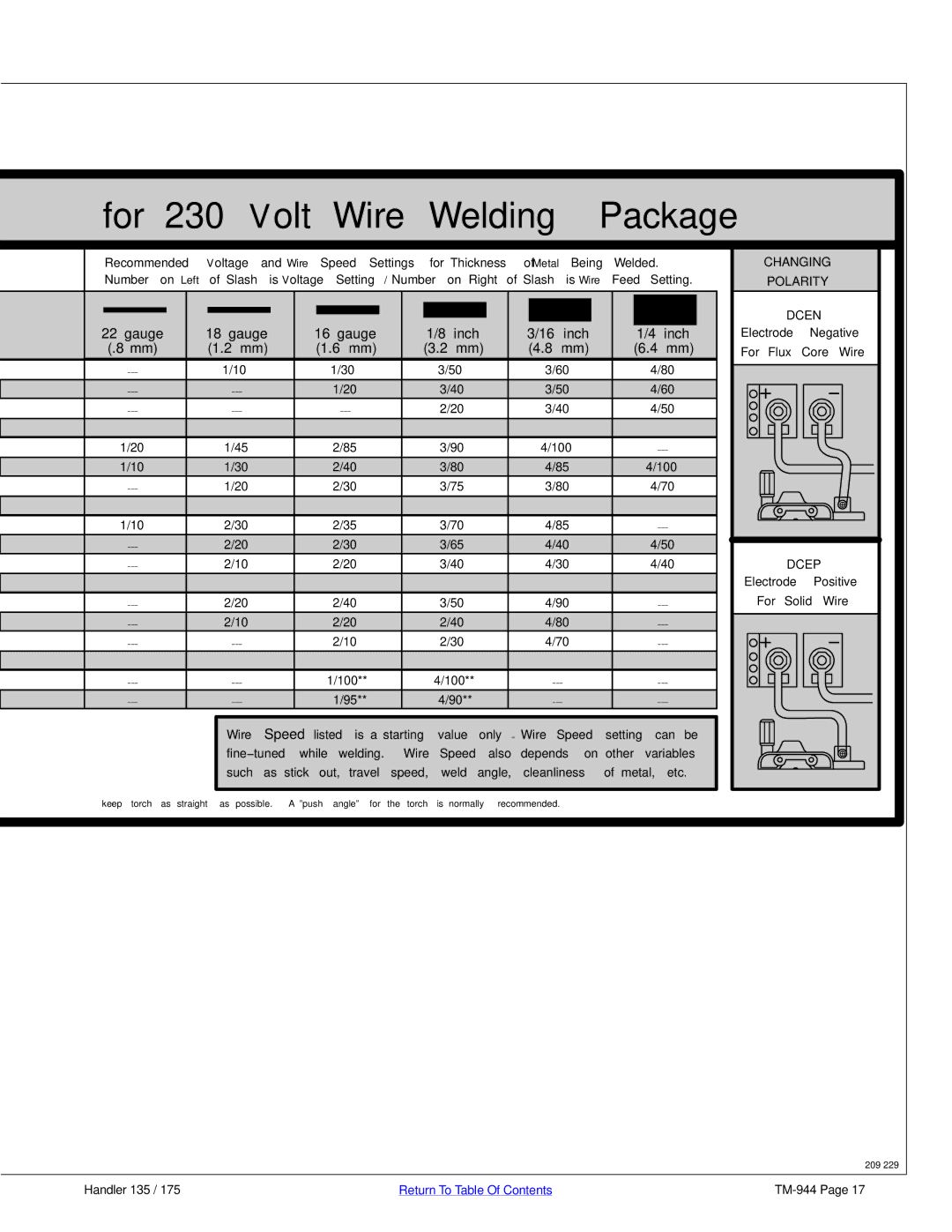
for 230 Volt Wire Welding Package
Recommended | Voltage | and | Wire Speed Settings for Thickness | of Metal | Being | Welded. | |||||||||
Number on Left | of Slash | is | Voltage Setting / Number on Right | of Slash | is Wire | Feed Setting. | |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 gauge | 18 gauge |
|
| 16 gauge | 1/8 | inch | 3/16 | inch | 1/4 | inch | ||||||
(.8 mm) | (1.2 mm) |
| (1.6 | mm) | (3.2 | mm) | (4.8 | mm) | (6.4 | mm) | ||||||
−−− | 1/10 |
|
|
| 1/30 |
|
| 3/50 |
| 3/60 | 4/80 | |||||
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
−−− |
| −−− |
|
|
| 1/20 |
|
| 3/40 |
| 3/50 | 4/60 | ||||
−−− |
| −−− |
|
|
| −−− |
|
|
| 2/20 |
| 3/40 | 4/50 | |||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1/20 | 1/45 |
|
|
| 2/85 |
|
| 3/90 |
| 4/100 |
| −−− | ||||
1/10 | 1/30 |
|
|
| 2/40 |
|
| 3/80 |
| 4/85 | 4/100 | |||||
−−− | 1/20 |
|
|
| 2/30 |
|
| 3/75 |
| 3/80 | 4/70 | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1/10 | 2/30 |
|
|
| 2/35 |
|
| 3/70 |
| 4/85 |
| −−− | ||||
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
−−− | 2/20 |
|
|
| 2/30 |
|
| 3/65 |
| 4/40 | 4/50 | |||||
−−− | 2/10 |
|
|
| 2/20 |
|
| 3/40 |
| 4/30 | 4/40 | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
−−− | 2/20 |
|
|
| 2/40 |
|
| 3/50 |
| 4/90 |
| −−− | ||||
−−− | 2/10 |
|
|
| 2/20 |
|
| 2/40 |
| 4/80 |
| −−− | ||||
−−− |
| −−− |
|
|
| 2/10 |
|
| 2/30 |
| 4/70 |
| −−− | |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
−−− |
| −−− |
|
|
| 1/100** |
|
| 4/100** |
|
| −−− |
| −−− | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
−−− |
| −−− |
|
|
| 1/95** |
|
| 4/90** |
|
| −−− |
| −−− | ||
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
| Wire | Speed | listed | is | a starting | value | only | − Wire | Speed | setting can be | |||||
|
| fine−tuned | while | welding. | Wire | Speed | also | depends on | other variables | |||||||
|
| such | as | stick | out, | travel | speed, | weld | angle, | cleanliness | of metal, | etc. | ||||
|
|
|
|
|
|
|
|
|
|
| ||||||
keep torch as | straight as possible. | A ”push | angle” | for | the torch | is | normally recommended. |
|
| |||||||
CHANGING | |
POLARITY | |
DCEN | |
Electrode | Negative |
For Flux | Core Wire |
DCEP | |
Electrode | Positive |
For Solid Wire | |
209 229
Handler 135 / 175 | Return To Table Of Contents |