4-3. Weld Parameter Chart For 230 VAC Model
|
|
|
|
|
|
| Welding |
| Guide |
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
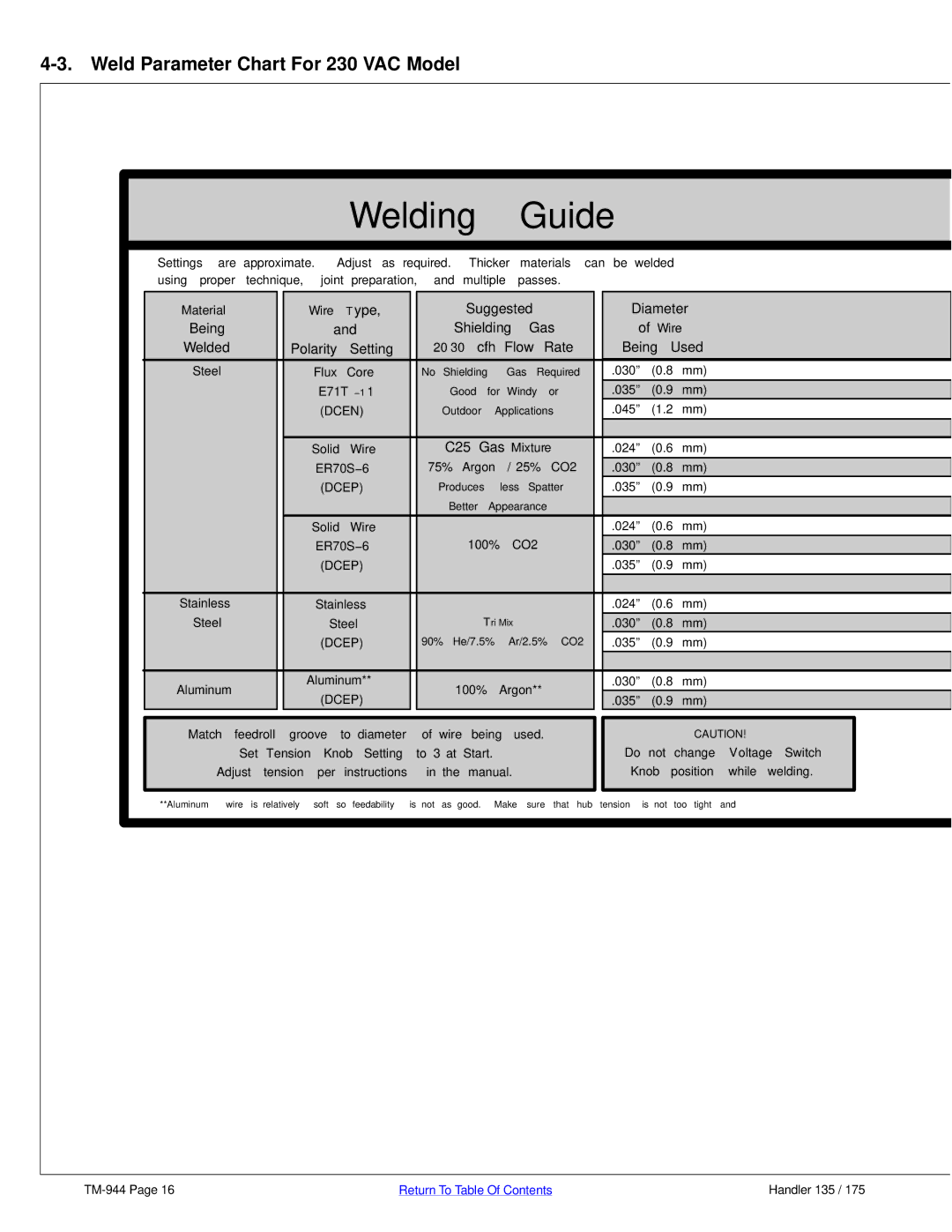
| Settings are | approximate. | Adjust as | required. | Thicker | materials can | be welded |
|
| ||||||||||
|
| using proper | technique, | joint | preparation, and | multiple | passes. |
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
| Material |
|
| Wire | T ype, |
|
|
| Suggested |
|
|
| Diameter |
| |||||
|
| Being |
|
|
| and |
|
| Shielding | Gas |
| of Wire |
| |||||||
|
| Welded |
|
| Polarity | Setting |
|
| 20−30 | cfh Flow Rate |
| Being Used |
| |||||||
|
| Steel |
|
|
| Flux | Core |
|
| No Shielding | Gas | Required |
| .030” | (0.8 | mm) |
| |||
|
|
|
|
|
| E71T −1 1 |
|
| Good | for | Windy | or |
| .035” | (0.9 | mm) |
| |||
|
|
|
|
|
| (DCEN) |
|
| Outdoor | Applications |
| .045” | (1.2 | mm) |
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Solid | Wire |
|
| C25 Gas | Mixture |
| .024” | (0.6 | mm) |
| ||||
|
|
|
|
|
| ER70S−6 |
|
| 75% | Argon | / 25% | CO2 |
| .030” | (0.8 | mm) |
| |||
|
|
|
|
|
| (DCEP) |
|
| Produces | less | Spatter |
| .035” | (0.9 | mm) |
| ||||
|
|
|
|
|
|
|
|
|
| Better | Appearance |
|
|
|
|
|
| |||
|
|
|
|
|
| Solid | Wire |
|
|
|
|
|
|
|
|
| .024” | (0.6 | mm) |
|
|
|
|
|
|
| ER70S−6 |
|
|
| 100% | CO2 |
|
| .030” | (0.8 | mm) |
| |||
|
|
|
|
|
| (DCEP) |
|
|
|
|
|
|
|
|
| .035” | (0.9 | mm) |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Stainless |
|
|
| Stainless |
|
|
|
|
|
|
|
|
| .024” | (0.6 | mm) |
| |
|
| Steel |
|
|
| Steel |
|
|
| Tri−Mix |
|
|
| .030” | (0.8 | mm) |
| |||
|
|
|
|
|
| (DCEP) |
|
| 90% He/7.5% | Ar/2.5% | CO2 |
| .035” | (0.9 | mm) |
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Aluminum |
|
| Aluminum** |
|
| 100% | Argon** |
|
| .030” | (0.8 | mm) |
| |||||
|
|
|
|
| (DCEP) |
|
|
|
| .035” | (0.9 | mm) |
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
Match feedroll groove | to | diameter | of | wire | being used. | ||
Set | Tension | Knob | Setting | to | 3 at | Start. | |
Adjust | tension | per | instructions | in the | manual. | ||
|
|
|
|
|
|
|
|
CAUTION!
Do not change Voltage Switch Knob position while welding.
**Aluminum | wire is relatively soft so feedability is not as good. Make sure that hub tension is not too tight and |
Return To Table Of Contents | Handler 135 / 175 |