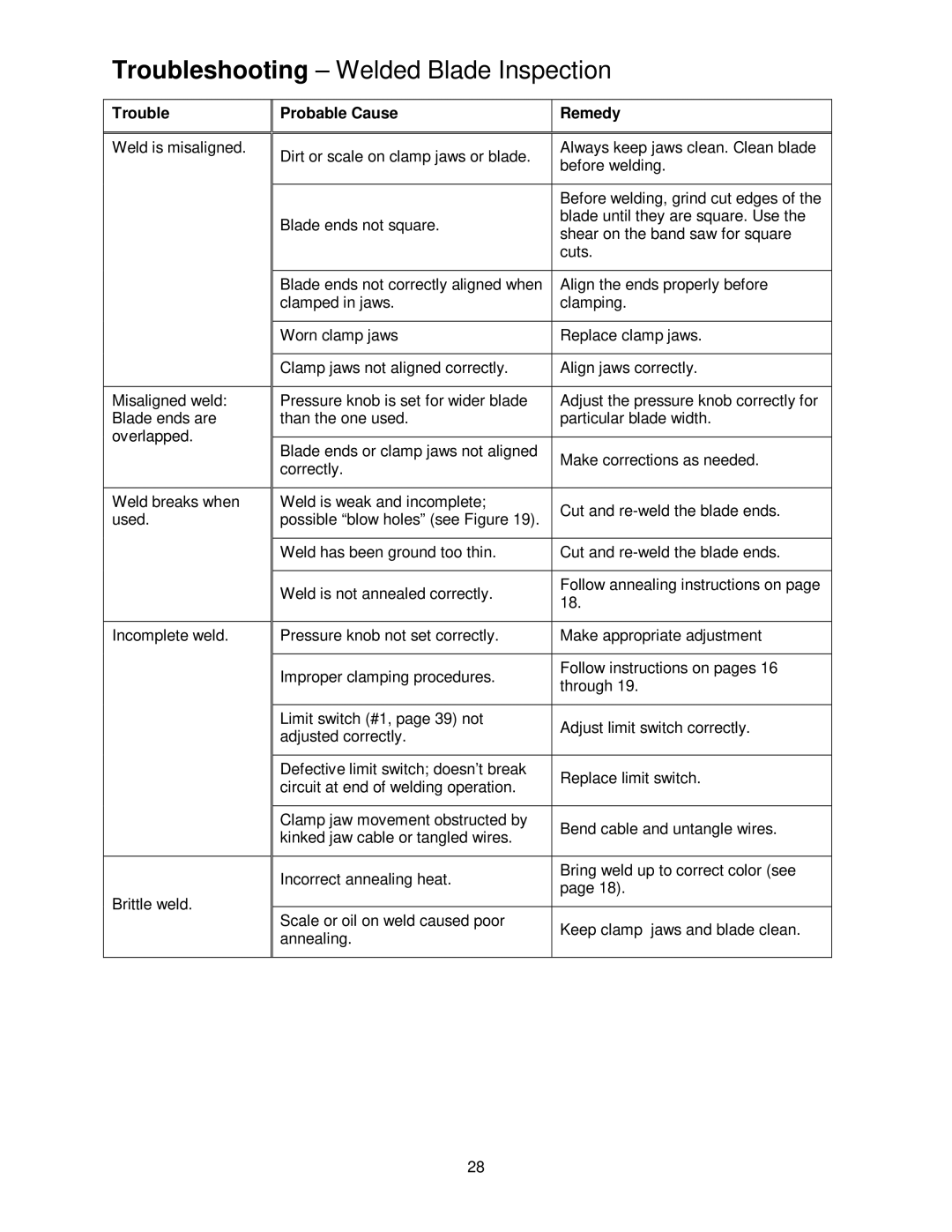
Troubleshooting – Welded Blade Inspection
Trouble
Weld is misaligned.
Misaligned weld: Blade ends are overlapped.
Weld breaks when used.
Incomplete weld.
Brittle weld.
Probable Cause | Remedy | |
|
| |
Dirt or scale on clamp jaws or blade. | Always keep jaws clean. Clean blade | |
before welding. | ||
| ||
|
| |
| Before welding, grind cut edges of the | |
Blade ends not square. | blade until they are square. Use the | |
shear on the band saw for square | ||
| ||
| cuts. | |
|
| |
Blade ends not correctly aligned when | Align the ends properly before | |
clamped in jaws. | clamping. | |
|
| |
Worn clamp jaws | Replace clamp jaws. | |
|
| |
Clamp jaws not aligned correctly. | Align jaws correctly. | |
|
| |
Pressure knob is set for wider blade | Adjust the pressure knob correctly for | |
than the one used. | particular blade width. | |
|
| |
Blade ends or clamp jaws not aligned | Make corrections as needed. | |
correctly. | ||
| ||
|
| |
Weld is weak and incomplete; | Cut and | |
possible “blow holes” (see Figure 19). | ||
| ||
|
| |
Weld has been ground too thin. | Cut and | |
|
| |
Weld is not annealed correctly. | Follow annealing instructions on page | |
18. | ||
| ||
|
| |
Pressure knob not set correctly. | Make appropriate adjustment | |
|
| |
Improper clamping procedures. | Follow instructions on pages 16 | |
through 19. | ||
| ||
|
| |
Limit switch (#1, page 39) not | Adjust limit switch correctly. | |
adjusted correctly. | ||
| ||
|
| |
Defective limit switch; doesn’t break | Replace limit switch. | |
circuit at end of welding operation. | ||
| ||
|
| |
Clamp jaw movement obstructed by | Bend cable and untangle wires. | |
kinked jaw cable or tangled wires. | ||
| ||
|
| |
Incorrect annealing heat. | Bring weld up to correct color (see | |
page 18). | ||
| ||
|
| |
Scale or oil on weld caused poor | Keep clamp jaws and blade clean. | |
annealing. | ||
| ||
|
|
28