|
|
|
|
| OPERATION |
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
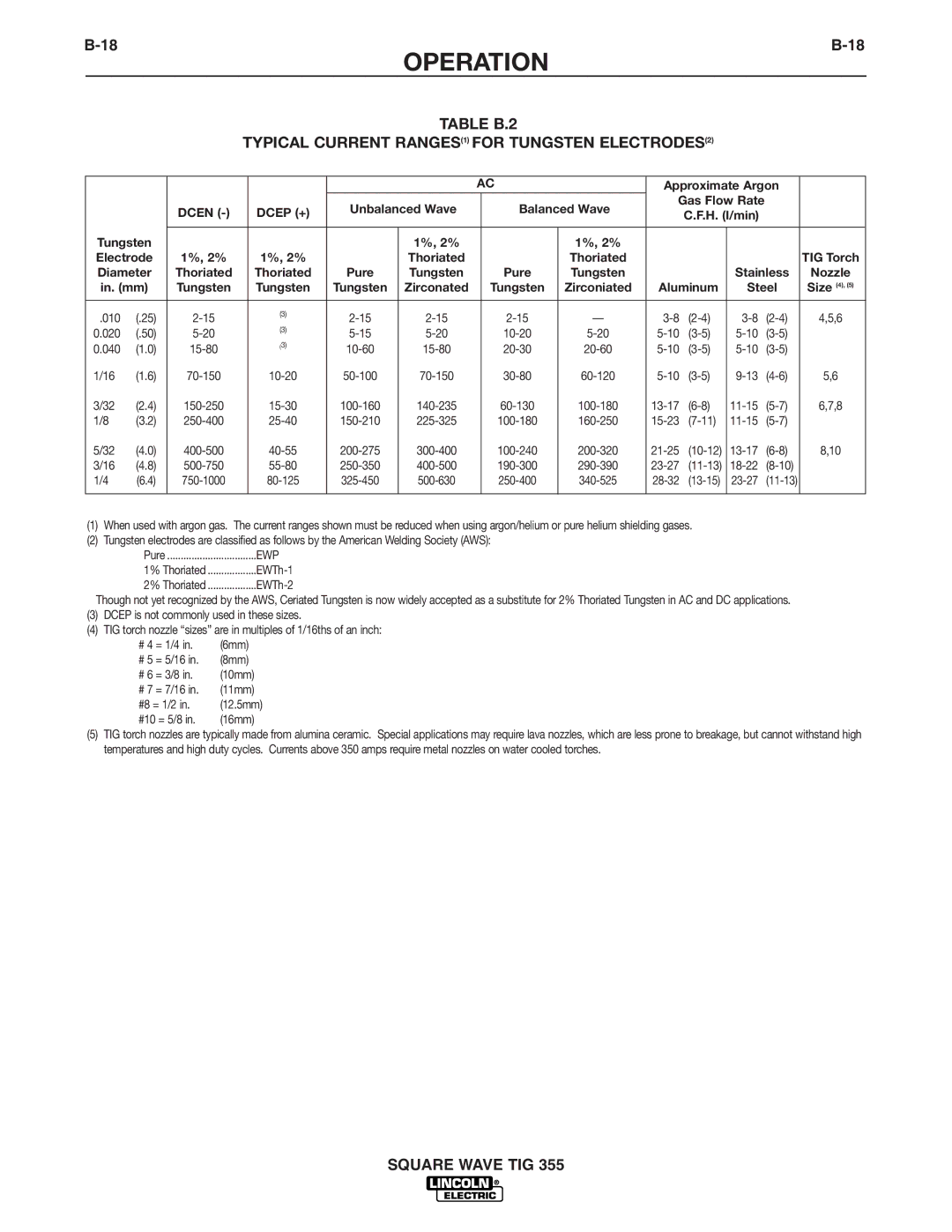
| TABLE B.2 |
|
|
|
|
|
| ||
|
|
| TYPICAL CURRENT RANGES(1) FOR TUNGSTEN ELECTRODES(2) |
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
| AC |
| Approximate Argon |
| ||||
|
| DCEN |
| DCEP (+) | Unbalanced Wave |
| Balanced Wave | Gas Flow Rate |
|
| ||||
|
|
|
|
| C.F.H. (l/min) |
|
| |||||||
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Tungsten |
|
|
|
| 1%, 2% |
|
| 1%, 2% |
|
|
|
|
| |
Electrode | 1%, 2% |
| 1%, 2% |
| Thoriated |
|
| Thoriated |
|
|
|
| TIG Torch | |
Diameter | Thoriated |
| Thoriated | Pure | Tungsten |
| Pure | Tungsten |
|
| Stainless | Nozzle | ||
in. (mm) | Tungsten |
| Tungsten | Tungsten | Zirconated |
| Tungsten | Zirconiated | Aluminum | Steel | Size (4), (5) | |||
.010 | (.25) |
| (3) |
| — | 4,5,6 | ||||||||
|
|
| ||||||||||||
0.020 | (.50) |
| (3) |
|
| |||||||||
|
|
|
| |||||||||||
0.040 | (1.0) |
| (3) |
|
| |||||||||
|
|
|
| |||||||||||
1/16 | (1.6) |
|
| 5,6 | ||||||||||
3/32 | (2.4) |
|
| 6,7,8 | ||||||||||
1/8 | (3.2) |
|
|
| ||||||||||
5/32 | (4.0) |
|
| 8,10 | ||||||||||
3/16 | (4.8) |
|
|
| ||||||||||
1/4 | (6.4) |
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1)When used with argon gas. The current ranges shown must be reduced when using argon/helium or pure helium shielding gases.
(2)Tungsten electrodes are classified as follows by the American Welding Society (AWS):
Pure | EWP |
1% Thoriated | |
2% Thoriated |
Though not yet recognized by the AWS, Ceriated Tungsten is now widely accepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.
(3)DCEP is not commonly used in these sizes.
(4)TIG torch nozzle “sizes” are in multiples of 1/16ths of an inch:
# 4 | = 1/4 in. | (6mm) |
# 5 | = 5/16 in. | (8mm) |
# 6 | = 3/8 in. | (10mm) |
# 7 | = 7/16 in. | (11mm) |
#8 = 1/2 in. | (12.5mm) | |
#10 = 5/8 in. | (16mm) | |
(5)TIG torch nozzles are typically made from alumina ceramic. Special applications may require lava nozzles, which are less prone to breakage, but cannot withstand high temperatures and high duty cycles. Currents above 350 amps require metal nozzles on water cooled torches.
SQUARE WAVE TIG 355