OPERATION | ||
|
|
|
DESIGN FEATURES AND ADVANTAGES
•Simple controls make this unit easy to set up and adjust.
•The control algorithm is adaptive — it responds to changes in
•Designed to the
•Attractive, rugged case includes carrying handle and rubber feet.
•Unit is supplied with one bracket for mounting to the V300, and one “universal” bracket for mounting to ver- tical or horizontal surfaces.
WELDING CAPABILITY
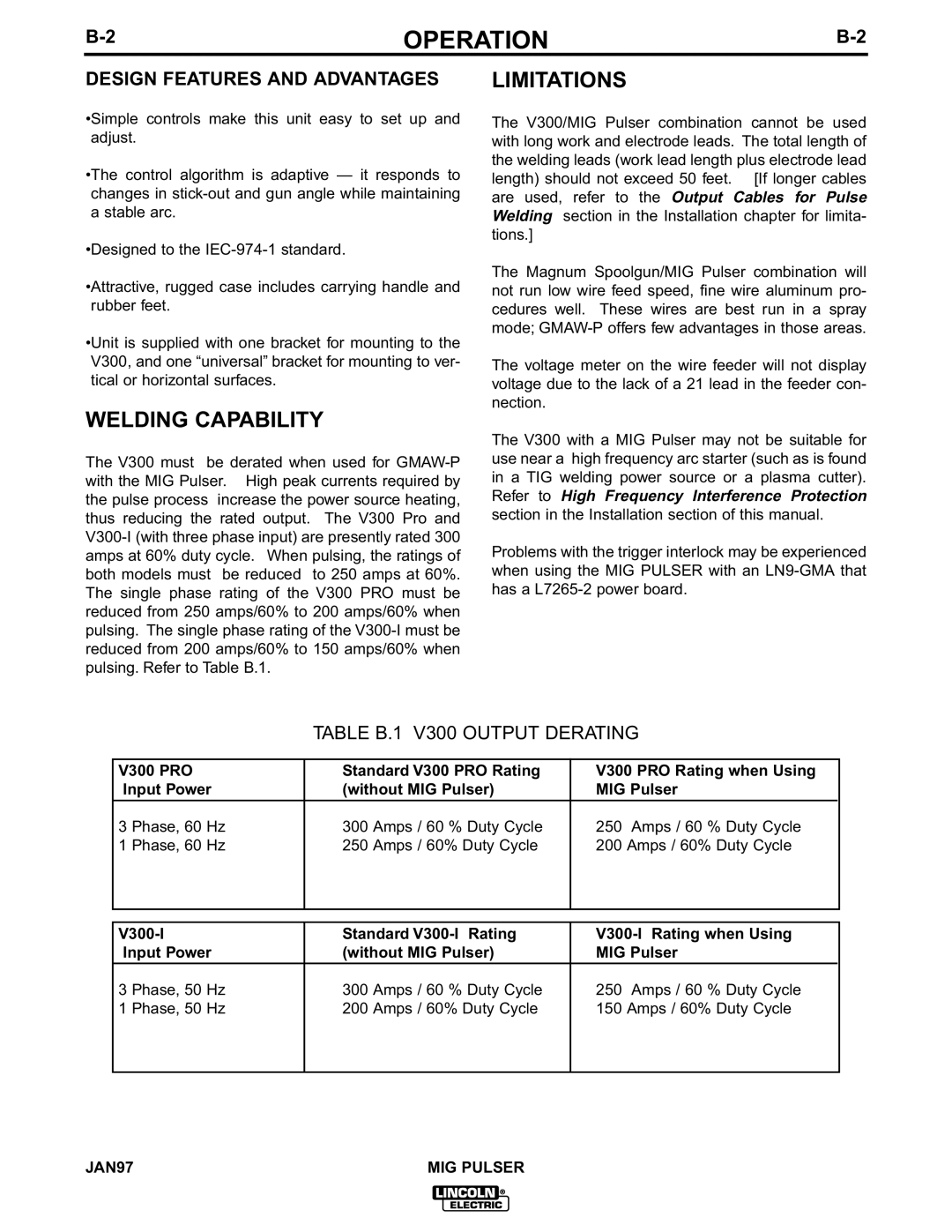
The V300 must be derated when used for
LIMITATIONS
The V300/MIG Pulser combination cannot be used with long work and electrode leads. The total length of the welding leads (work lead length plus electrode lead length) should not exceed 50 feet. [If longer cables are used, refer to the Output Cables for Pulse Welding section in the Installation chapter for limita- tions.]
The Magnum Spoolgun/MIG Pulser combination will not run low wire feed speed, fine wire aluminum pro- cedures well. These wires are best run in a spray mode;
The voltage meter on the wire feeder will not display voltage due to the lack of a 21 lead in the feeder con- nection.
The V300 with a MIG Pulser may not be suitable for use near a high frequency arc starter (such as is found in a TIG welding power source or a plasma cutter). Refer to High Frequency Interference Protection section in the Installation section of this manual.
Problems with the trigger interlock may be experienced when using the MIG PULSER with an
TABLE B.1 V300 OUTPUT DERATING
V300 PRO | Standard V300 PRO Rating | V300 PRO Rating when Using | |
Input Power | (without MIG Pulser) | MIG Pulser | |
3 Phase, 60 Hz | 300 | Amps / 60 % Duty Cycle | 250 Amps / 60 % Duty Cycle |
1 Phase, 60 Hz | 250 | Amps / 60% Duty Cycle | 200 Amps / 60% Duty Cycle |
|
|
| |
|
|
| |
Standard | |||
Input Power | (without MIG Pulser) | MIG Pulser | |
3 Phase, 50 Hz | 300 | Amps / 60 % Duty Cycle | 250 Amps / 60 % Duty Cycle |
1 Phase, 50 Hz | 200 | Amps / 60% Duty Cycle | 150 Amps / 60% Duty Cycle |
|
|
|
|
JAN97 | MIG PULSER |