| OPERATION | ||
|
|
|
|
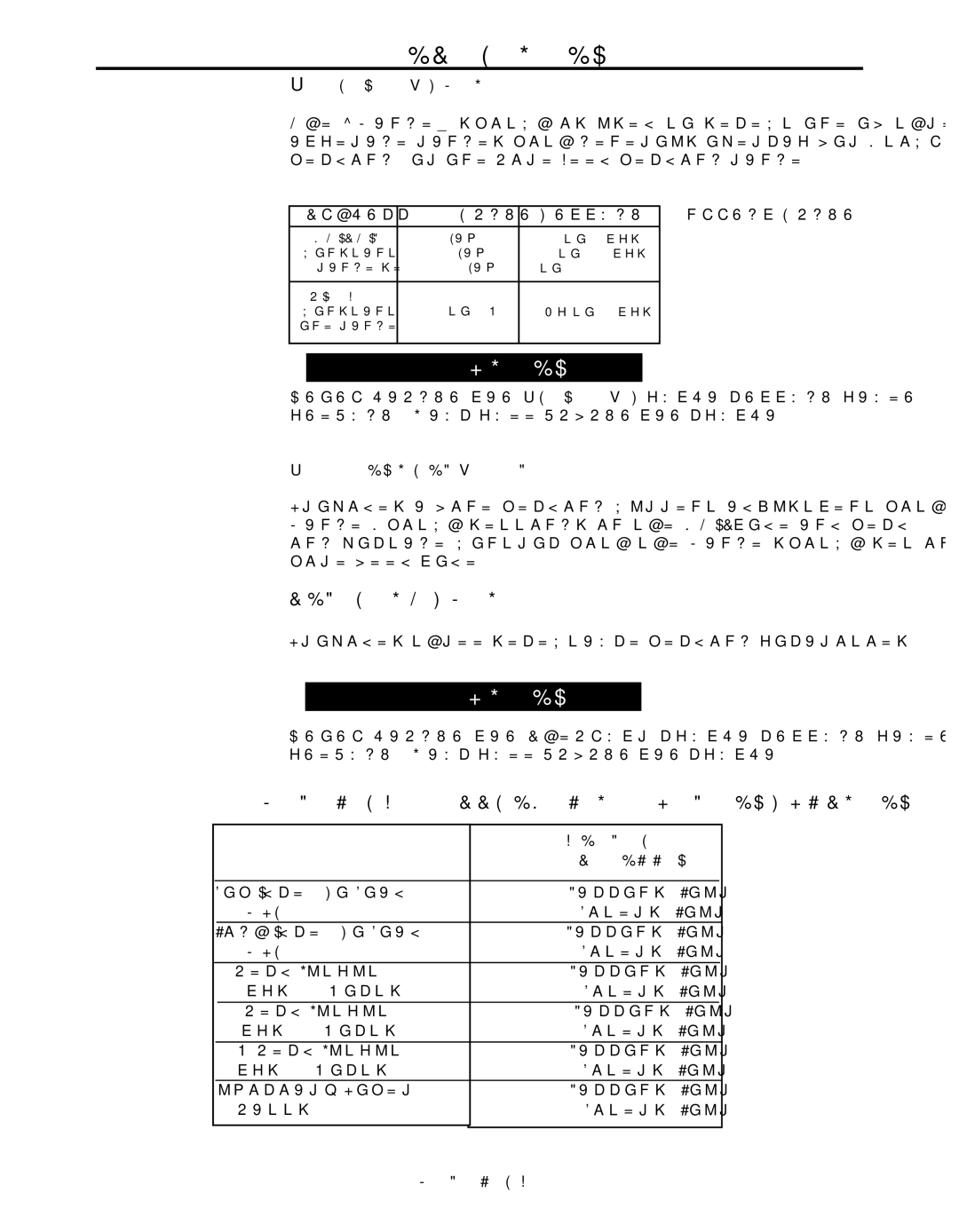
| “ | RANGE” SWITCH |
|
The “Range” switch is used to select one of three amperage ranges with generous overlap for Stick/TIG welding, or one Wire Feed welding range.
Process | Range Setting | Current Range |
|
|
|
STICK/TIG | 90 Max. | 40 to 90 Amps |
(constant current) | 145 Max. | 70 to 145 Amps |
(3 range settings) | 210DC/225AC Max. | 120 to 210 (DC) 225(AC) |
|
|
|
WIRE FEED |
|
|
(constant voltage) | 15 to 25V | Up to 200 Amps |
(one range setting) |
|
|
|
|
|
|
|
|
![]() CAUTION
CAUTION
Never change the “RANGE” Switch setting while welding. This will damage the switch.
“  CONTROL” DIAL
CONTROL” DIAL
Provides a fine welding current adjustment within the Range Switch settings in the STICK mode and weld- ing voltage control with the Range switch set in the wire feed mode.
POLARITY SWITCH
Provides three selectable welding polarities:
AC, DC+ & DC-
![]() CAUTION
CAUTION
Never change the Polarity switch setting while welding. This will damage the switch.
WELDMARK 225 APPROXIMATE FUEL CONSUMPTION
|
|
|
| KOHLER | |
|
|
|
| 23 H.P. COMMAND | |
|
|
|
|
| |
| Low Idle - No Load |
| .4 Gallons/Hour | ||
|
| 2200 RPM |
| (1.5 Liters/Hour) | |
| High Idle - No Load |
| .7 Gallons/Hour | ||
| 3700 RPM |
| (2.8 Liters/Hour) | ||
| AC CC Weld Output |
| 1.2 Gallons/Hour | ||
| 225 Amps @ 25 Volts |
| (4.6 Liters/Hour) | ||
|
|
|
|
|
|
| DC CC Weld Output |
| 1.3 Gallons/Hour | ||
| 210 Amps @ 25 Volts |
| (4.9 Liters/Hour) | ||
|
|
|
|
| |
| DC CV Weld Output |
| 1.2 Gallons/Hour | ||
| 200 Amps @ 20 Volts |
| (4.5 Liters/Hour) | ||
| Auxiliary Power |
| 1.4 Gallons/Hour) | ||
| 9000 Watts |
| (5.3 Liters/Hour) | ||
|
|
|
|
|
|