OPERATION | ||
|
|
|
CONTROLS AND SETTINGS
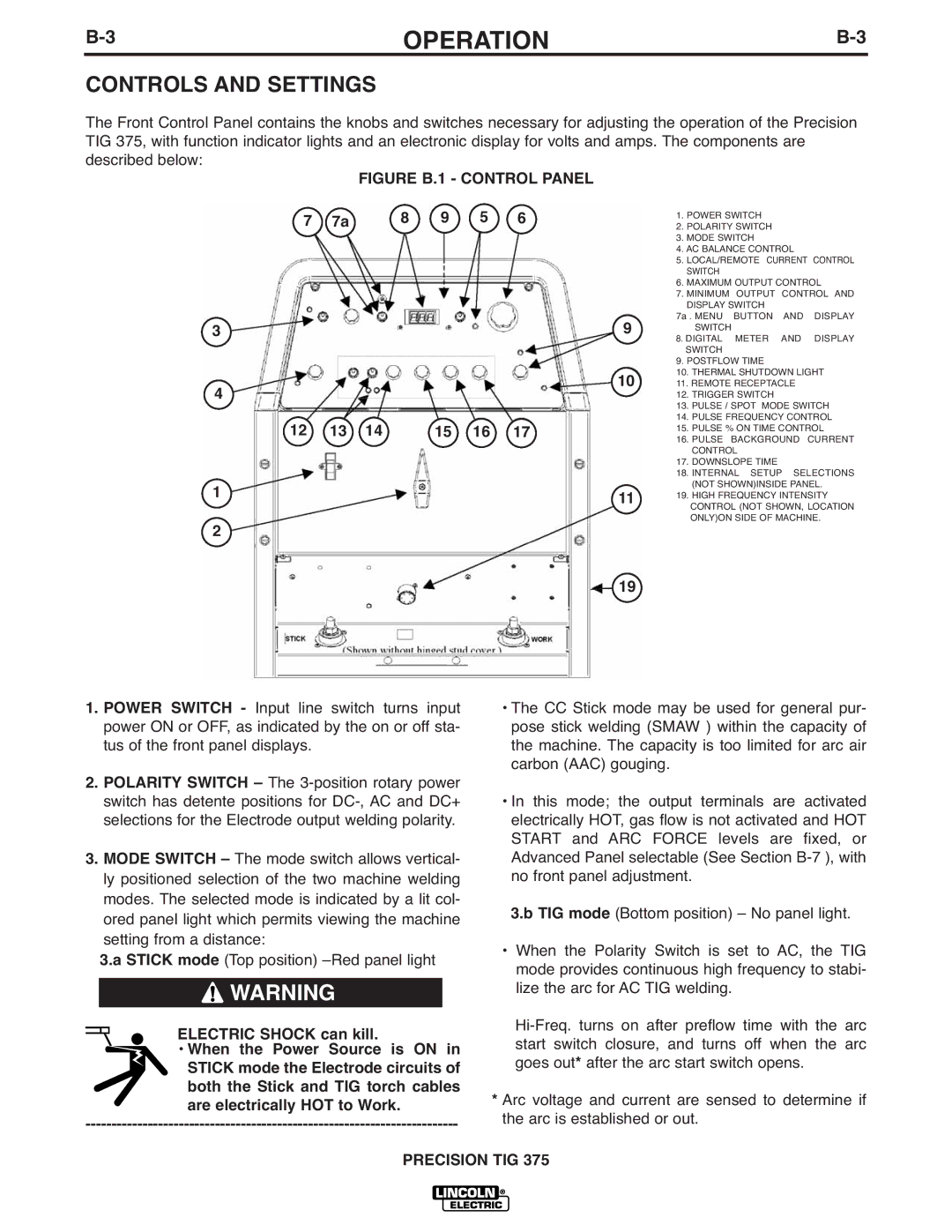
The Front Control Panel contains the knobs and switches necessary for adjusting the operation of the Precision TIG 375, with function indicator lights and an electronic display for volts and amps. The components are described below:
FIGURE B.1 - CONTROL PANEL
7 | 7a | 8 | 9 | 5 | 6 |
3
4
12 | 13 | 14 | 15 | 16 | 17 |
1
2
1.POWER SWITCH
2.POLARITY SWITCH
3.MODE SWITCH
4.AC BALANCE CONTROL
5.LOCAL/REMOTE CURRENT CONTROL SWITCH
6.MAXIMUM OUTPUT CONTROL
7.MINIMUM OUTPUT CONTROL AND DISPLAY SWITCH
9 | 7a . MENU BUTTON AND DISPLAY |
SWITCH | |
| 8. DIGITAL METER AND DISPLAY |
| SWITCH |
| 9. POSTFLOW TIME |
10 | 10. THERMAL SHUTDOWN LIGHT |
11. REMOTE RECEPTACLE |
12.TRIGGER SWITCH
13.PULSE / SPOT MODE SWITCH
14.PULSE FREQUENCY CONTROL
15.PULSE % ON TIME CONTROL
16.PULSE BACKGROUND CURRENT CONTROL
17.DOWNSLOPE TIME
18.INTERNAL SETUP SELECTIONS (NOT SHOWN)INSIDE PANEL.
11 | 19. HIGH FREQUENCY INTENSITY |
CONTROL (NOT SHOWN, LOCATION | |
| ONLY)ON SIDE OF MACHINE. |
19
1.POWER SWITCH - Input line switch turns input power ON or OFF, as indicated by the on or off sta- tus of the front panel displays.
2.POLARITY SWITCH – The
3.MODE SWITCH – The mode switch allows vertical- ly positioned selection of the two machine welding modes. The selected mode is indicated by a lit col- ored panel light which permits viewing the machine setting from a distance:
3.a STICK mode (Top position)
![]() WARNING
WARNING
•The CC Stick mode may be used for general pur- pose stick welding (SMAW ) within the capacity of the machine. The capacity is too limited for arc air carbon (AAC) gouging.
•In this mode; the output terminals are activated electrically HOT, gas flow is not activated and HOT START and ARC FORCE levels are fixed, or Advanced Panel selectable (See Section
3.b TIG mode (Bottom position) – No panel light.
•When the Polarity Switch is set to AC, the TIG mode provides continuous high frequency to stabi- lize the arc for AC TIG welding.
ELECTRIC SHOCK can kill.
•When the Power Source is ON in STICK mode the Electrode circuits of both the Stick and TIG torch cables are electrically HOT to Work.
*Arc voltage and current are sensed to determine if the arc is established or out.