OPERATION | ||
|
|
|
MAKING A TIG WELD WITH AN AMPTROL
1.Install welding equipment per Section
2.Setup controls per Section
3.Turn on the shielding gas supply, and torch coolant
input supply (if used).
Note: The Precision TIG
4.With the torch held safely away from everything, close the Arc Start Switch of the Amptrol and set the gas flow meter. Then open the switch. The welder is now ready for welding.
5.Position the tungsten electrode at the start of the weld at a 65° to 75° angle with the horizontal, in the direction of pushing travel, so that the electrode is approximately 1/8" (4 mm) above the work piece.
Close the arc start switch. This opens the gas valve to automatically purge air from the hose and torch, then shields the arc strike area. After the 0.5 sec- ond preflow time, the high frequency becomes available to strike the arc. When the arc strikes the torch coolant (if used) starts to flow. Also, if welding DC- TIG, the high frequency shuts off just after the arc strikes.
6.Hold the arc start switch closed at minimum Amptrol Start level (See Section
7.At the end of the weld, decrease the Amptrol output to the
•Repeat steps 5 through 7 to make another weld.
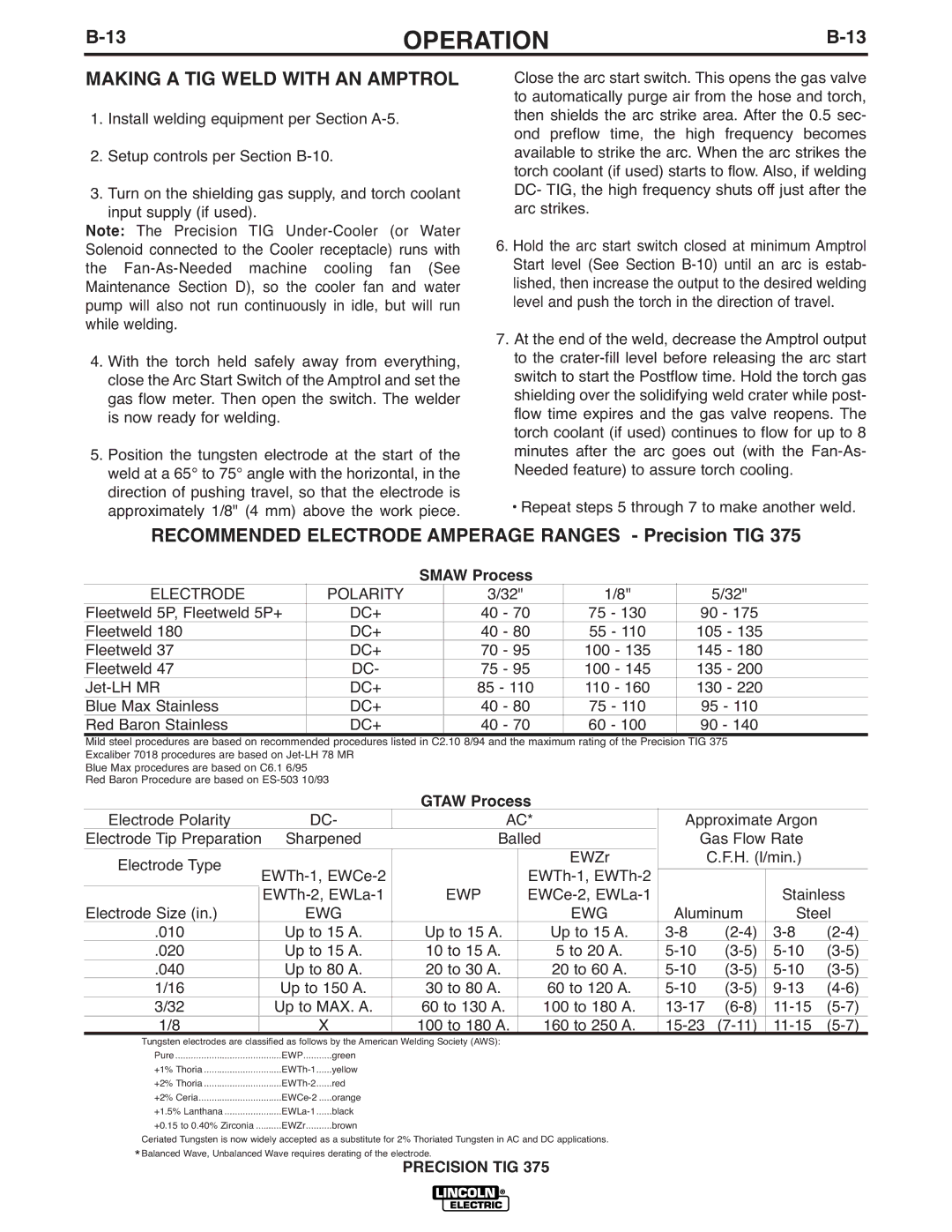
RECOMMENDED ELECTRODE AMPERAGE RANGES - Precision TIG 375
SMAW Process
ELECTRODE |
|
| POLARITY |
| 3/32" |
|
| 1/8" |
|
|
| 5/32" |
|
| |||
Fleetweld 5P, Fleetweld 5P+ |
| DC+ |
| 40 - 70 |
| 75 - 130 |
|
| 90 - 175 |
|
| ||||||
Fleetweld 180 |
|
| DC+ |
| 40 - 80 |
| 55 - 110 |
|
| 105 - 135 |
|
| |||||
Fleetweld 37 |
|
| DC+ |
| 70 - 95 |
| 100 - 135 |
|
| 145 - 180 |
|
| |||||
Fleetweld 47 |
|
| DC- |
| 75 - 95 |
| 100 - 145 |
|
| 135 - 200 |
|
| |||||
|
| DC+ |
| 85 - 110 |
| 110 - 160 |
|
| 130 - 220 |
|
| ||||||
Blue Max Stainless |
|
| DC+ |
| 40 - 80 |
| 75 - 110 |
|
| 95 - 110 |
|
| |||||
Red Baron Stainless |
|
| DC+ |
| 40 - 70 |
| 60 - 100 |
|
| 90 - 140 |
|
| |||||
Mild steel procedures are based on recommended procedures listed in C2.10 8/94 and the maximum rating of the Precision TIG 375 |
|
| |||||||||||||||
Excaliber 7018 procedures are based on |
|
|
|
|
|
|
|
|
|
|
|
| |||||
Blue Max procedures are based on C6.1 6/95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
Red Baron Procedure are based on |
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
| GTAW Process |
|
|
|
|
|
|
|
| |||
Electrode Polarity |
| DC- |
|
| AC* |
|
|
|
| Approximate Argon |
| ||||||
Electrode Tip Preparation | Sharpened |
| Balled |
|
|
|
| Gas Flow Rate |
| ||||||||
Electrode Type |
|
|
|
|
|
|
|
|
| EWZr |
|
|
| C.F.H. (l/min.) |
| ||
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
| EWP |
|
|
|
|
| Stainless | |||||||
Electrode Size (in.) |
| EWG |
|
|
|
|
|
| EWG |
| Aluminum | Steel | |||||
.010 |
| Up to 15 A. |
| Up to 15 A. |
|
| Up to 15 A. |
| |||||||||
.020 |
| Up to 15 A. |
| 10 to 15 A. |
|
| 5 to 20 A. |
| |||||||||
.040 |
| Up to 80 A. |
| 20 to 30 A. |
|
| 20 to 60 A. |
| |||||||||
1/16 |
| Up to 150 A. |
| 30 to 80 A. |
|
| 60 to 120 A. |
| |||||||||
3/32 |
| Up to MAX. A. |
| 60 to 130 A. |
|
| 100 to 180 A. |
| |||||||||
1/8 |
|
|
| X |
| 100 to 180 A. |
|
| 160 to 250 A. |
| |||||||
Tungsten electrodes are classified as follows by the American Welding Society (AWS): |
|
|
|
|
|
|
|
|
| ||||||||
Pure | EWP | green |
|
|
|
|
|
|
|
|
|
|
|
| |||
+1% Thoria | yellow |
|
|
|
|
|
|
|
|
|
|
|
| ||||
+2% Thoria | red |
|
|
|
|
|
|
|
|
|
|
|
| ||||
+2% Ceria | .....orange |
|
|
|
|
|
|
|
|
|
|
|
| ||||
+1.5% Lanthana | black |
|
|
|
|
|
|
|
|
|
|
|
| ||||
+0.15 to 0.40% Zirconia | EWZr | brown |
|
|
|
|
|
|
|
|
|
|
|
| |||
Ceriated Tungsten is now widely accepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.
*Balanced Wave, Unbalanced Wave requires derating of the electrode.