LN-9 GMA Connection Instructions
1.Turn the Invertec power switch “off”.
2.Connect the K596 control cable assembly from the
3.Connect the electrode cable to the output terminal of polarity required by electrode. Connect the work lead to the other terminal.
4.Place the
5.Set the meter polarity switch on the rear of the Invertec to coincide with wire feeder polarity used. The wire feeder will now display the welding volt- age.
6.
7.
8.If K596 is not available, see connection diagram S20608 at the back of this manual for modification of K196
Output Cables
Select the output cable size based upon the following chart.
Cable sizes for Combined Length of Electrode and Work Cable (Copper) 75° rated:
Duty |
| Length Up | |
Cycle | Current | 61m (200 ft.) | |
|
|
|
|
100% | 250 | 1/0 | 1/0 |
60% | 300 | 1/0 | 2/0 |
|
|
|
|
Quick Disconnect Plugs
A quick disconnect system is used for the welding cable connections. The welding plug included with the machine is designed to accept a welding cable size of 1/0 to 2/0.
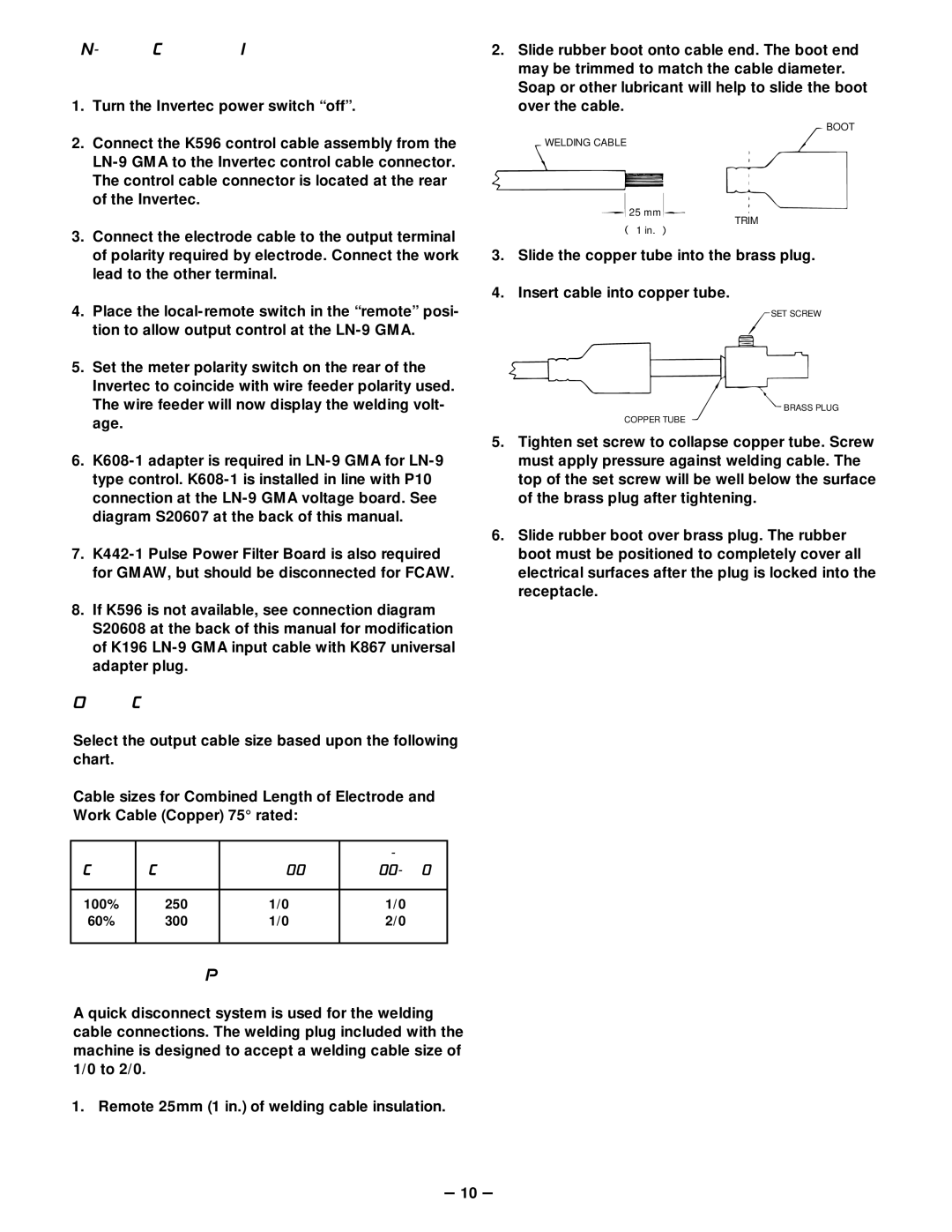
1. Remote 25mm (1 in.) of welding cable insulation.
2.Slide rubber boot onto cable end. The boot end may be trimmed to match the cable diameter. Soap or other lubricant will help to slide the boot over the cable.
BOOT
WELDING CABLE
25 mm
TRIM
1 in.
3.Slide the copper tube into the brass plug.
4.Insert cable into copper tube.
SET SCREW
BRASS PLUG
COPPER TUBE
5.Tighten set screw to collapse copper tube. Screw must apply pressure against welding cable. The top of the set screw will be well below the surface of the brass plug after tightening.
6.Slide rubber boot over brass plug. The rubber boot must be positioned to completely cover all electrical surfaces after the plug is locked into the receptacle.
– 10 –