3-8. Stick DCEP (Direct Current Electrode Positive) Connections
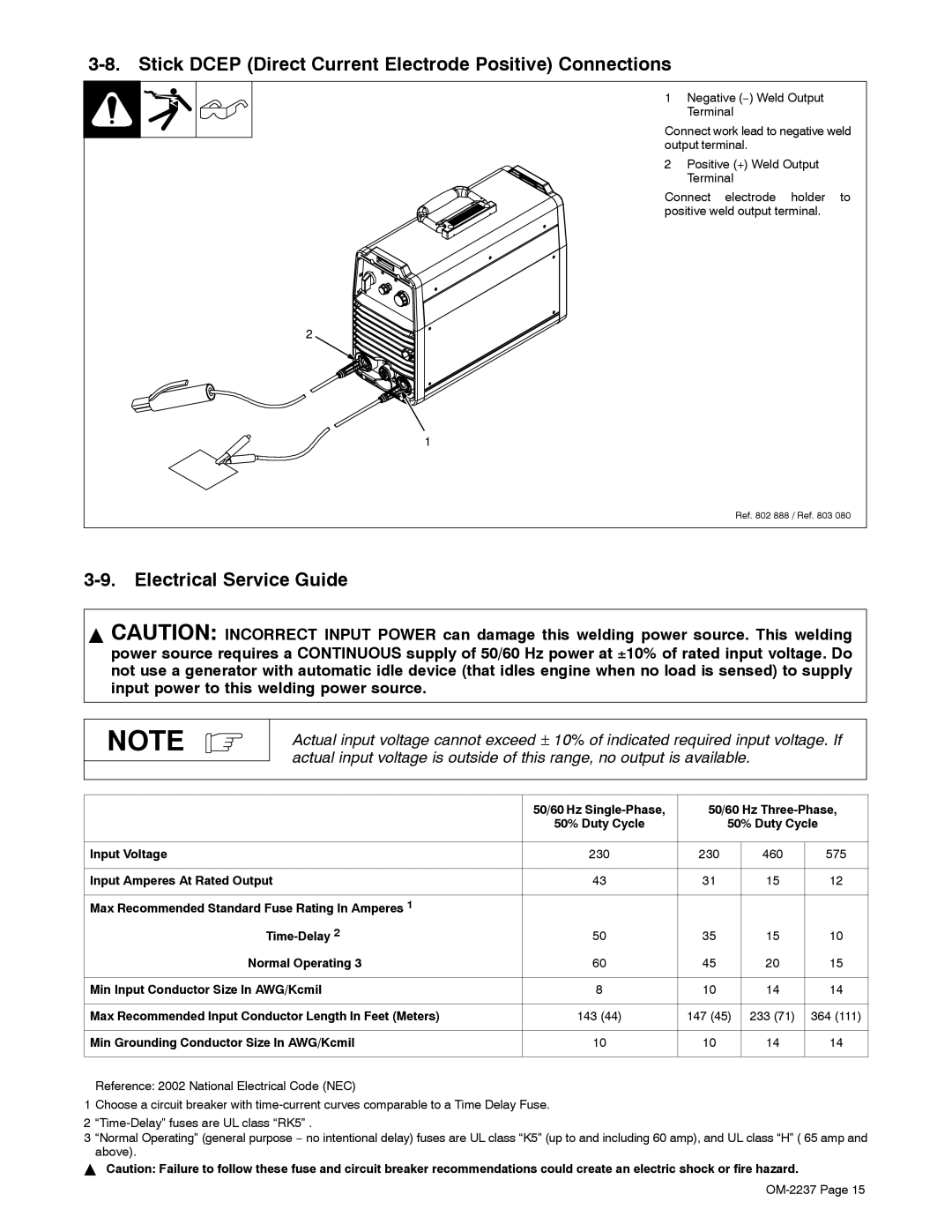
1 Negative (−) Weld Output Terminal
Connect work lead to negative weld output terminal.
2 Positive (+) Weld Output Terminal
Connect electrode holder to positive weld output terminal.
2![]()
1
Ref. 802 888 / Ref. 803 080
3-9. Electrical Service Guide
YCAUTION: INCORRECT INPUT POWER can damage this welding power source. This welding power source requires a CONTINUOUS supply of 50/60 Hz power at +10% of rated input voltage. Do not use a generator with automatic idle device (that idles engine when no load is sensed) to supply input power to this welding power source.
NOTE
Actual input voltage cannot exceed ± 10% of indicated required input voltage. If actual input voltage is outside of this range, no output is available.
| 50/60 Hz | 50/60 Hz | ||
| 50% Duty Cycle | 50% Duty Cycle | ||
|
|
|
|
|
Input Voltage | 230 | 230 | 460 | 575 |
|
|
|
|
|
Input Amperes At Rated Output | 43 | 31 | 15 | 12 |
|
|
|
|
|
Max Recommended Standard Fuse Rating In Amperes 1 |
|
|
|
|
50 | 35 | 15 | 10 | |
Normal Operating 3 | 60 | 45 | 20 | 15 |
|
|
|
|
|
Min Input Conductor Size In AWG/Kcmil | 8 | 10 | 14 | 14 |
|
|
|
|
|
Max Recommended Input Conductor Length In Feet (Meters) | 143 (44) | 147 (45) | 233 (71) | 364 (111) |
|
|
|
|
|
Min Grounding Conductor Size In AWG/Kcmil | 10 | 10 | 14 | 14 |
|
|
|
|
|
Reference: 2002 National Electrical Code (NEC)
1Choose a circuit breaker with
2
3“Normal Operating” (general purpose − no intentional delay) fuses are UL class “K5” (up to and including 60 amp), and UL class “H” ( 65 amp and above).
YCaution: Failure to follow these fuse and circuit breaker recommendations could create an electric shock or fire hazard.