RAV-SM1103AT-E1 RAV-SM1403AT-E1
Contents
Original instruction
Indication Explanation
Explanation of indications
Explanation of illustrated marks
Work undertaken Protective gear worn
Description
Confirmation of warning label on the main unit
Precaution for Safety
Undertake the work
Refrigerant used by this air conditioner is the R410A
Properly
DI series
Explanations given to user
Relocation
Model names with a rating of 12 kW and below outdoor units
Flare nut
Safety Caution Concerned to New Refrigerant
Pipe Materials
Copper pipe Piping
General tools Conventional tools can be used
Tools
Digital Inverter
Outdoor Unit
Cooling Heating
Operation Characteristic Curve
Capacity variation ratio according to temperature
Operation Characteristic Curve Digital Inverter
RAV-SM1103AT-E1, RAV-SM1403AT-E1
Construction Views External Views
Model RBC
RBC-TWP30E2, RBC-TWP50E2 Simultaneous Twin
Outdoor unit
RAV-SM1103AT-E1
Wiring Diagram
Specifications of Electric Parts
Copper Pipes
Safety During Installation/Servicing
Refrigerant Piping Installation
Piping Materials and Joints Used
Processing of Piping Materials
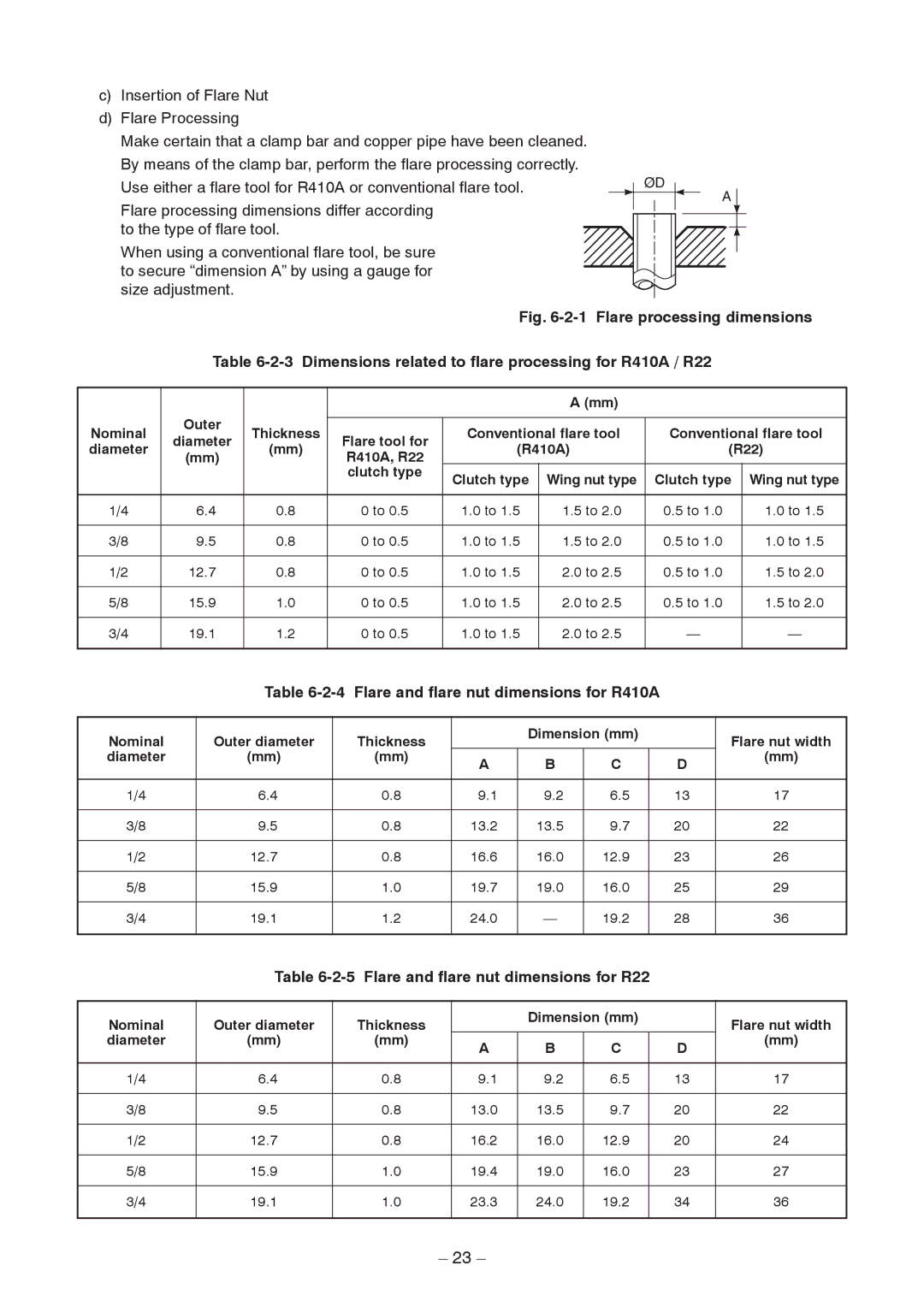
Flare Processing Procedures and Precautions
Joints
R410A R22 R410A, R22 Clutch type Wing nut type
3 Dimensions related to flare processing for R410A / R22
Flare and flare nut dimensions for R410A
Flare and flare nut dimensions for R22
Wrenches available on the market
Flare Connecting Procedures and Precautions
Nm kgfm
Required Tools
Recharging of Refrigerant
Materials for Brazing Silver brazing filler
Low temperature brazing filler
Flux Reason why flux is necessary
Brazing of Pipes
Brazing
Characteristics required for flux
Types of flux
Piping materials for brazing and used brazing filler/flux
Branching Pipe for Simultaneous Operation System
Instructions for Re-use Piping of R22 or R407C
Basic Conditions Needed to Reuse the Existing Pipe
Restricted Items to Use the Existing Pipes
YES
Final Installation Checks
Reference outside diameter Wall thickness
Handling of Existing Pipe
CN806
Outline of Main Controls Pulse Modulating Valve PMV control
Discharge temperature release control
Allocations of fan tap revolutions rpm
Current release control
Outdoor fan control
Cooling fan control
Defective to sensor
Coil heating control
Heating fan control
Normal time
Current release control value
Current release value shift control
Defrost control
Start of heating operation
High-pressure switch
At normal to At error to Zone
Control of compressor case thermo
Wired remote controller type
Summary of Troubleshooting
Before troubleshooting
Troubleshooting procedure
Trouble Confirmation of lamp display
Wireless remote controller type
Outline of judgment
Troubleshooting
Lamp indication Check code Cause of trouble occurrence
Others Other than Check Code
Pushing Test button returns the status to the usual display
Contents
Indication
Check Code List Outdoor
Central control indication Remote controller
TCJ
Error mode detected by indoor unit
After
Error mode detected by outdoor unit
After Series
Operation of diagnostic function Judgment and measures
Contents Error Display
Display of the latest error
Diagnostic Procedure for Each Check Code Outdoor Unit
YES
Case thermostat operation E04
F06
Heat exchanger temp. sensor TE error
F15 Miswiring of heat exchanger sensor TE, TS
F12 Suction temp. sensor TS error
F13 Heat sink temp. sensor TH error
H02 Compressor lock
H01 Compressor break down
L10
P03 Discharge temp. error
Power supply error Vdc, High pressure protective operation
High pressure SW system error
P15 Gas leak detection
P07 Heat sink overheat error
Way valve reversal error
Check Code P19 Outdoor Check and troubleshooting LED display
Open valve fully
Single operation check for outdoor fan
Method
Position detection circuit error
TA, TC, TCJ, TE, TS, to sensors
Temperature sensor
TA, TC, TCJ, TE, TS, to sensors Representative value
TD, TL sensors Representative value
Position
Parts name Checking procedure
Table Inspection of outdoor unit main parts
Resistance value
Group Control Operation
Calling of Error History
Contents
Procedure
Usual regular Communication
„ Indoor unit power-ON sequence
By feed unit Automatic address judgment
Initial communication
Outdoor Unit
Service switch SW800, SW801 operations
Refrigerant recovery control
Service switch setting
Case to return the setting to one at shipment from factory
LED display switching Display switching list
Error display
ON, OFF, Slow flashing Once/second
Open PMV Electronic expansion valve fully
Applicable Control of Outdoor unit
Address Setup Procedure
Address Setup
Terminology
Address Setup & Group Control
System Configuration
Only turning on source power supply Automatic completion
Automatic Address Example from Unset Address No miswiring
Standard One outdoor unit Single Twin
Single system Simultaneous twin system
Remote Controller Wiring
Wiring diagram
Address Setup Manual setting from remote controller
Button
Confirmation of Indoor Unit No. Position
To know the position of indoor unit body by address
Maintenance/Check list
Removing the P.C. board
Setting the jumper wires
Installing the P.C. board
Exchange of Compressor
Exchanging Procedure of Compressor Outline
Detachments
Discharge port
Part name Procedure Remarks
Perform works of 1 of c, 2 of f
Propeller fan
When reconnecting the lead wires to
Pulse Modulating
Product
Exploded Views and Parts List
RAV
Inverter assembly
Toshiba Carrier Corporation