inspect electrical apparatus at a distance. The UWC2000 is extremely directional and will locate the exact site of an electrical discharge.
Another accessory is the
2. MONITORING BEARING WEAR
Ultrasonic inspection and monitoring of bearings is by far the most reliable method for detecting incipient bearing failure. The ultrasonic warning appears prior to a rise in temperature or an increase in low frequency vibration levels. Ultrasonic inspection of bearings is useful in recognizing:
a. The beginning of fatigue failure. b. Brinelling of bearing surfaces. c. Flooding of or lack of lubricant.
In ball bearings, as the metal in the raceway, roller or ball bearing begins to fatigue, a subtle deformation begins to occur. This deforming of the metal will produce irregular surfaces, which will cause an increase in the emission of ultrasonic sound waves.
Changes in amplitude from the original reading is indication of incipient bearing failure. When a reading exceeds any previous reading by 12 dB, it can be assumed that the bearing has entered the beginning of the failure mode.
This information was originally discovered through experimentation performed by NASA on ball bearings. In tests performed while monitoring bearings at frequencies ranging from 24 through 50 kHz, they found that the changes in amplitude indicate incipient (the onset of bearing failure before any other indicators including heat and vibration changes. An ultrasonic system based on detection and analysis of modulations of bearing resonance frequencies can provide subtle detection capability; whereas conventional methods are incapable of detecting very slight faults. As a ball passes over a pit or fault in the race surface, it produces an impact. A structural resonance of one of the bearing components vibrates or "rings" by this repetitive impact. The sound produced is observed as an in- crease in amplitude in the monitored ultrasonic frequencies of the bearing.
Brinelling of bearing surfaces will produce a similar increase in amplitude due to the flattening process as the balls get out of round. These flat spots also produce a repetitive ringing that is detected as an increase in amplitude of monitored frequencies.
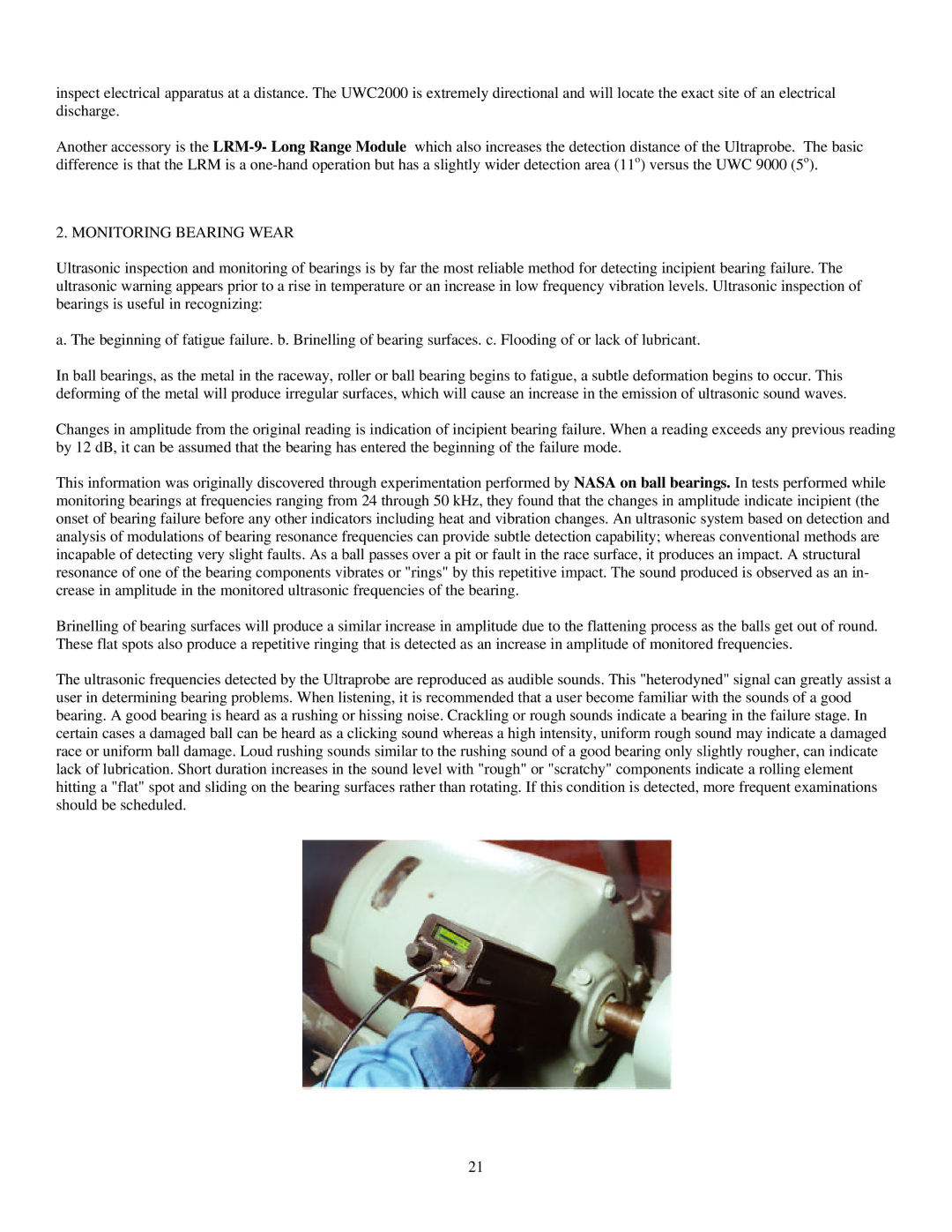
The ultrasonic frequencies detected by the Ultraprobe are reproduced as audible sounds. This "heterodyned" signal can greatly assist a user in determining bearing problems. When listening, it is recommended that a user become familiar with the sounds of a good bearing. A good bearing is heard as a rushing or hissing noise. Crackling or rough sounds indicate a bearing in the failure stage. In certain cases a damaged ball can be heard as a clicking sound whereas a high intensity, uniform rough sound may indicate a damaged race or uniform ball damage. Loud rushing sounds similar to the rushing sound of a good bearing only slightly rougher, can indicate lack of lubrication. Short duration increases in the sound level with "rough" or "scratchy" components indicate a rolling element hitting a "flat" spot and sliding on the bearing surfaces rather than rotating. If this condition is detected, more frequent examinations should be scheduled.
21