BM2610995777 10/03 10/7/03 4:51 PM Page 13
FEEDING THE ROUTER
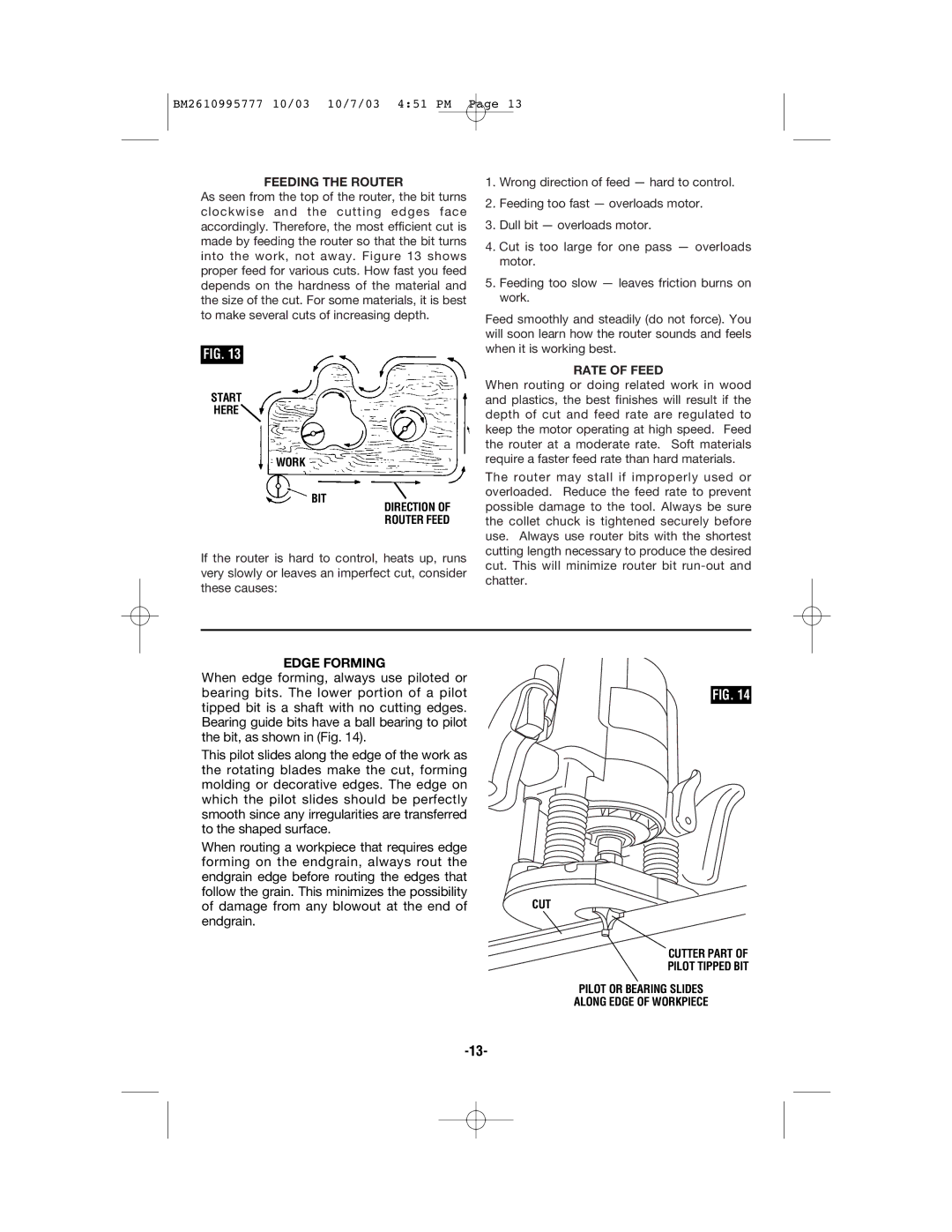
As seen from the top of the router, the bit turns clockwise and the cutting edges face accordingly. Therefore, the most efficient cut is made by feeding the router so that the bit turns into the work, not away. Figure 13 shows proper feed for various cuts. How fast you feed depends on the hardness of the material and the size of the cut. For some materials, it is best to make several cuts of increasing depth.
FIG. 13
START
HERE
WORK
BIT
DIRECTION OF
ROUTER FEED
If the router is hard to control, heats up, runs very slowly or leaves an imperfect cut, consider these causes:
1.Wrong direction of feed — hard to control.
2.Feeding too fast — overloads motor.
3.Dull bit — overloads motor.
4.Cut is too large for one pass — overloads motor.
5.Feeding too slow — leaves friction burns on work.
Feed smoothly and steadily (do not force). You will soon learn how the router sounds and feels when it is working best.
RATE OF FEED
When routing or doing related work in wood and plastics, the best finishes will result if the depth of cut and feed rate are regulated to keep the motor operating at high speed. Feed the router at a moderate rate. Soft materials require a faster feed rate than hard materials.
The router may stall if improperly used or overloaded. Reduce the feed rate to prevent possible damage to the tool. Always be sure the collet chuck is tightened securely before use. Always use router bits with the shortest cutting length necessary to produce the desired cut. This will minimize router bit
EDGE FORMING
When edge forming, always use piloted or
bearing bits. The lower portion of a pilotFIG. 14 tipped bit is a shaft with no cutting edges.
Bearing guide bits have a ball bearing to pilot the bit, as shown in (Fig. 14).
This pilot slides along the edge of the work as the rotating blades make the cut, forming molding or decorative edges. The edge on which the pilot slides should be perfectly smooth since any irregularities are transferred to the shaped surface.
When routing a workpiece that requires edge forming on the endgrain, always rout the endgrain edge before routing the edges that follow the grain. This minimizes the possibility
of damage from any blowout at the end of CUT endgrain.
CUTTER PART OF
PILOT TIPPED BIT
PILOT OR BEARING SLIDES
ALONG EDGE OF WORKPIECE