BM2610995777 10/03 10/7/03 4:51 PM Page 31
AVANCE DE LA DÉFONCEUSE
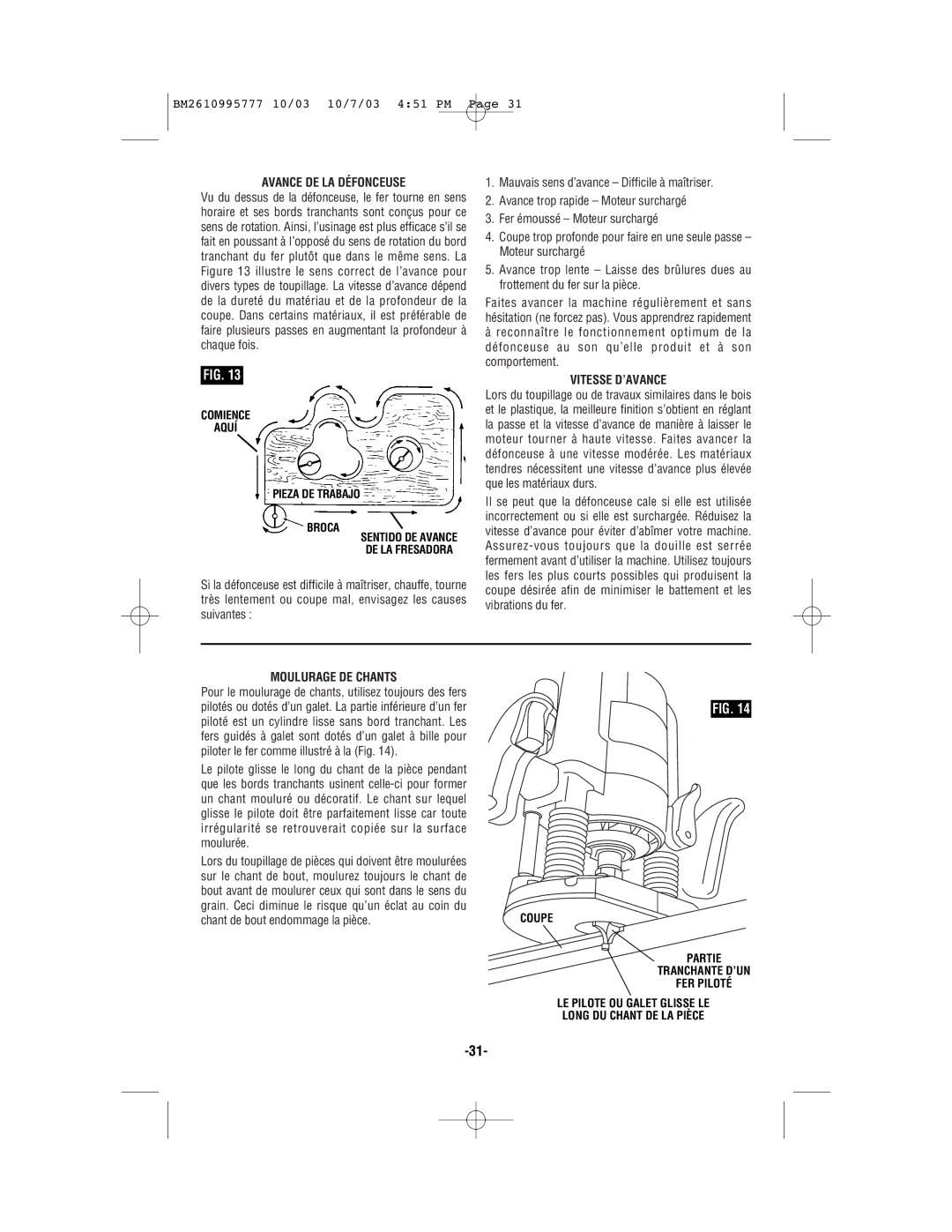
Vu du dessus de la défonceuse, le fer tourne en sens horaire et ses bords tranchants sont conçus pour ce sens de rotation. Ainsi, l’usinage est plus efficace s’il se fait en poussant à l’opposé du sens de rotation du bord tranchant du fer plutôt que dans le même sens. La Figure 13 illustre le sens correct de l’avance pour divers types de toupillage. La vitesse d’avance dépend de la dureté du matériau et de la profondeur de la coupe. Dans certains matériaux, il est préférable de faire plusieurs passes en augmentant la profondeur à chaque fois.
1.Mauvais sens d’avance – Difficile à maîtriser.
2.Avance trop rapide – Moteur surchargé
3.Fer émoussé – Moteur surchargé
4.Coupe trop profonde pour faire en une seule passe – Moteur surchargé
5.Avance trop lente – Laisse des brûlures dues au frottement du fer sur la pièce.
Faites avancer la machine régulièrement et sans hésitation (ne forcez pas). Vous apprendrez rapidement
àreconnaître le fonctionnement optimum de la défonceuse au son qu’elle produit et à son comportement.
FIG. 13
COMIENCE
AQUÍ
PIEZA DE TRABAJO
BROCA
SENTIDO DE AVANCE
DE LA FRESADORA
Si la défonceuse est difficile à maîtriser, chauffe, tourne très lentement ou coupe mal, envisagez les causes suivantes :
VITESSE D’AVANCE
Lors du toupillage ou de travaux similaires dans le bois et le plastique, la meilleure finition s’obtient en réglant la passe et la vitesse d’avance de manière à laisser le moteur tourner à haute vitesse. Faites avancer la défonceuse à une vitesse modérée. Les matériaux tendres nécessitent une vitesse d’avance plus élevée que les matériaux durs.
Il se peut que la défonceuse cale si elle est utilisée incorrectement ou si elle est surchargée. Réduisez la vitesse d’avance pour éviter d’abîmer votre machine.
MOULURAGE DE CHANTS
Pour le moulurage de chants, utilisez toujours des fers
pilotés ou dotés d’un galet. La partie inférieure d’un ferFIG. 14 piloté est un cylindre lisse sans bord tranchant. Les
fers guidés à galet sont dotés d’un galet à bille pour piloter le fer comme illustré à la (Fig. 14).
Le pilote glisse le long du chant de la pièce pendant que les bords tranchants usinent
Lors du toupillage de pièces qui doivent être moulurées |
|
sur le chant de bout, moulurez toujours le chant de |
|
bout avant de moulurer ceux qui sont dans le sens du |
|
grain. Ceci diminue le risque qu’un éclat au coin du | COUPE |
chant de bout endommage la pièce. |
PARTIE
TRANCHANTE D’UN
FER PILOTÉ
LE PILOTE OU GALET GLISSE LE
LONG DU CHANT DE LA PIÈCE