TIPO Y TAMAÑO DEL ALAMBRE
La selección del tipo correcto de alambre depende de varios factores tales como la posición en que va a soldar, el tipo de material que va a soldar, el grosor y las condiciones de la superficie. La sociedad norteamericana de soldadores , AWS, ha seleccionado ciertos requerimientos para cada tipo de alambres. La clasificación de la AWS para este tipo de soldadoras (de arcos metálicos con fundente) es un número de varios dígitos que comienzan con la letra E.
E - 7 0 T - GS
Resistencia, multiplicada por 10,000 libras por pulgadas al cuadrado Posiciones (0 por plana u horizontal, 1 por cualquier posición)
Tipo tubular con fundente
Los AWS E71T-GS ó E71T-11 son los recomendados para estas soldadoras.
ANGULO
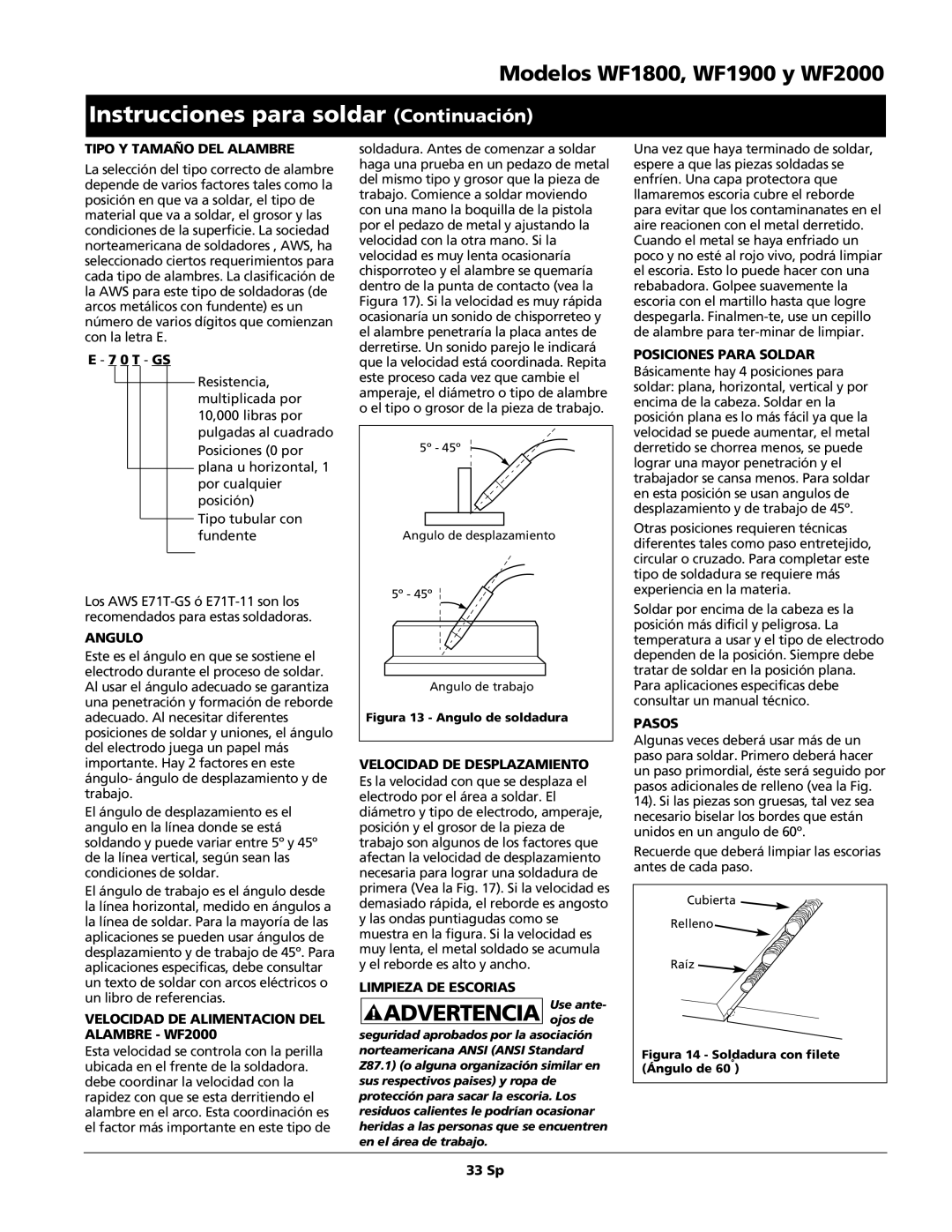
Este es el ángulo en que se sostiene el electrodo durante el proceso de soldar. Al usar el ángulo adecuado se garantiza una penetración y formación de reborde adecuado. Al necesitar diferentes posiciones de soldar y uniones, el ángulo del electrodo juega un papel más importante. Hay 2 factores en este ángulo- ángulo de desplazamiento y de trabajo.
El ángulo de desplazamiento es el angulo en la línea donde se está soldando y puede variar entre 5º y 45º de la línea vertical, según sean las condiciones de soldar.
El ángulo de trabajo es el ángulo desde la línea horizontal, medido en ángulos a la línea de soldar. Para la mayoría de las aplicaciones se pueden usar ángulos de desplazamiento y de trabajo de 45º. Para aplicaciones especificas, debe consultar un texto de soldar con arcos eléctricos o un libro de referencias.
VELOCIDAD DE ALIMENTACION DEL ALAMBRE - WF2000
Esta velocidad se controla con la perilla ubicada en el frente de la soldadora. debe coordinar la velocidad con la rapidez con que se esta derritiendo el alambre en el arco. Esta coordinación es el factor más importante en este tipo de
soldadura. Antes de comenzar a soldar haga una prueba en un pedazo de metal del mismo tipo y grosor que la pieza de trabajo. Comience a soldar moviendo con una mano la boquilla de la pistola por el pedazo de metal y ajustando la velocidad con la otra mano. Si la velocidad es muy lenta ocasionaría chisporroteo y el alambre se quemaría dentro de la punta de contacto (vea la Figura 17). Si la velocidad es muy rápida ocasionaría un sonido de chisporreteo y el alambre penetraría la placa antes de derretirse. Un sonido parejo le indicará que la velocidad está coordinada. Repita este proceso cada vez que cambie el amperaje, el diámetro o tipo de alambre o el tipo o grosor de la pieza de trabajo.
5º - 45º
Angulo de desplazamiento
5º - 45º
Angulo de trabajo
Figura 13 - Angulo de soldadura
VELOCIDAD DE DESPLAZAMIENTO
Es la velocidad con que se desplaza el electrodo por el área a soldar. El diámetro y tipo de electrodo, amperaje, posición y el grosor de la pieza de trabajo son algunos de los factores que afectan la velocidad de desplazamiento necesaria para lograr una soldadura de primera (Vea la Fig. 17). Si la velocidad es demasiado rápida, el reborde es angosto y las ondas puntiagudas como se muestra en la figura. Si la velocidad es muy lenta, el metal soldado se acumula y el reborde es alto y ancho.
LIMPIEZA DE ESCORIAS
Use ante-
! ADVERTENCIA ojos de
seguridad aprobados por la asociación norteamericana ANSI (ANSI Standard Z87.1) (o alguna organización similar en sus respectivos paises) y ropa de protección para sacar la escoria. Los residuos calientes le podrían ocasionar heridas a las personas que se encuentren en el área de trabajo.
Una vez que haya terminado de soldar, espere a que las piezas soldadas se enfríen. Una capa protectora que llamaremos escoria cubre el reborde para evitar que los contaminanates en el aire reacionen con el metal derretido. Cuando el metal se haya enfriado un poco y no esté al rojo vivo, podrá limpiar el escoria. Esto lo puede hacer con una rebabadora. Golpee suavemente la escoria con el martillo hasta que logre despegarla. Finalmen-te, use un cepillo de alambre para ter-minar de limpiar.
POSICIONES PARA SOLDAR
Básicamente hay 4 posiciones para soldar: plana, horizontal, vertical y por encima de la cabeza. Soldar en la posición plana es lo más fácil ya que la velocidad se puede aumentar, el metal derretido se chorrea menos, se puede lograr una mayor penetración y el trabajador se cansa menos. Para soldar en esta posición se usan angulos de desplazamiento y de trabajo de 45º.
Otras posiciones requieren técnicas diferentes tales como paso entretejido, circular o cruzado. Para completar este tipo de soldadura se requiere más experiencia en la materia.
Soldar por encima de la cabeza es la posición más dificil y peligrosa. La temperatura a usar y el tipo de electrodo dependen de la posición. Siempre debe tratar de soldar en la posición plana. Para aplicaciones especificas debe consultar un manual técnico.
PASOS
Algunas veces deberá usar más de un paso para soldar. Primero deberá hacer un paso primordial, éste será seguido por pasos adicionales de relleno (vea la Fig. 14). Si las piezas son gruesas, tal vez sea necesario biselar los bordes que están unidos en un angulo de 60º.
Recuerde que deberá limpiar las escorias antes de cada paso.
Cubierta
Relleno
Raíz 
Figura 14 - Soldadura con filete (Ángulo de 60˚)