7-3. Preparing Tungsten For DC Electrode Negative (DCEN) Welding
|
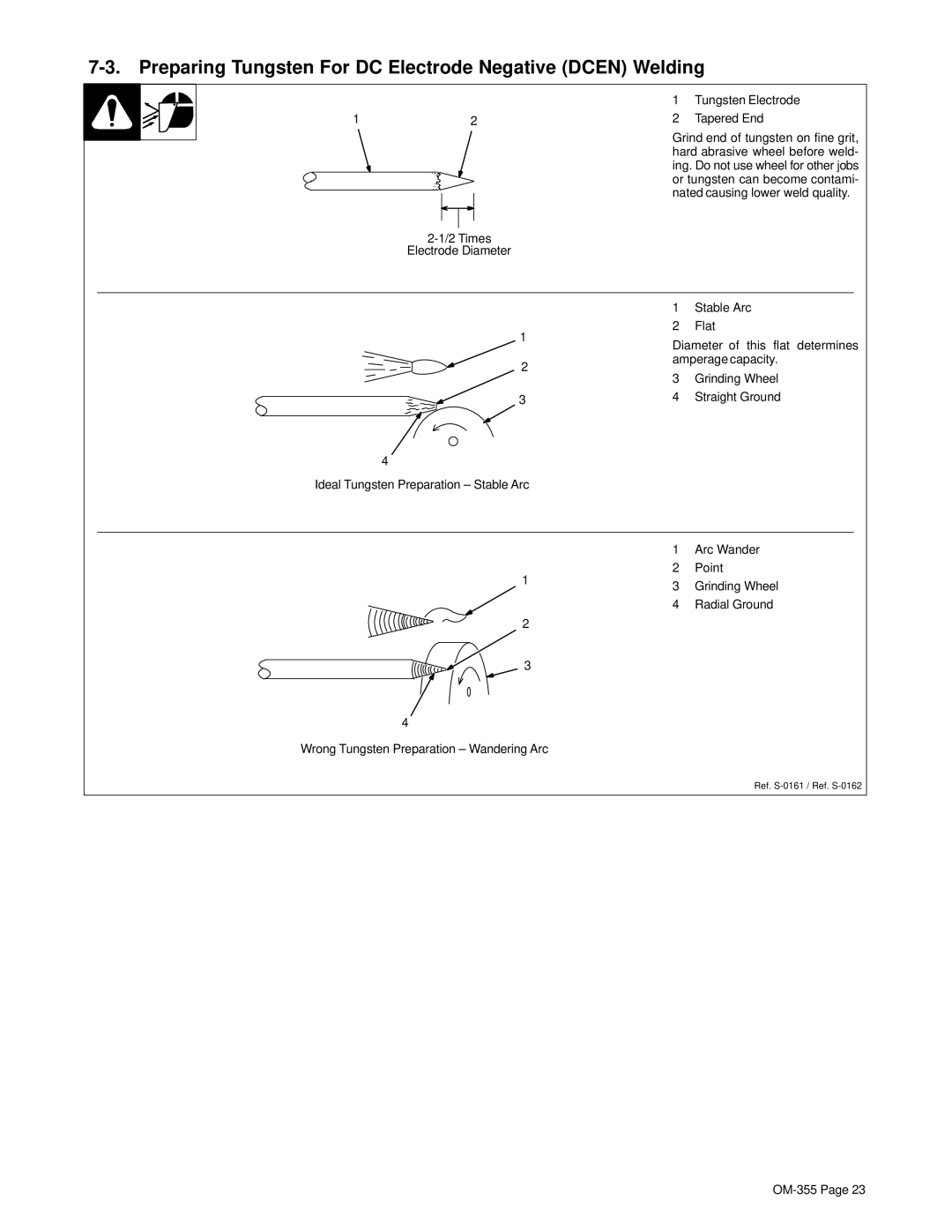
| 1 | Tungsten Electrode |
1 | 2 | 2 | Tapered End |
|
| Grind end of tungsten on fine grit, | |
|
| hard abrasive wheel before weld- | |
|
| ing. Do not use wheel for other jobs | |
|
| or tungsten can become contami- | |
|
| nated causing lower weld quality. | |
|
|
| |
| Electrode Diameter |
|
|
|
| 1 | Stable Arc |
| 1 | 2 | Flat |
| Diameter of this flat determines | ||
|
| ||
| 2 | amperage capacity. | |
| 3 | Grinding Wheel | |
|
| ||
| 3 | 4 | Straight Ground |
| 4 |
|
|
Ideal Tungsten Preparation – Stable Arc |
|
| |
|
| 1 | Arc Wander |
| 1 | 2 | Point |
| 3 | Grinding Wheel | |
|
| ||
|
| 4 | Radial Ground |
| 2 |
|
|
| 3 |
|
|
4
Wrong Tungsten Preparation – Wandering Arc
Ref.