OPERATION | ||
|
|
|
OUTPUT PANEL CONNECTIONS
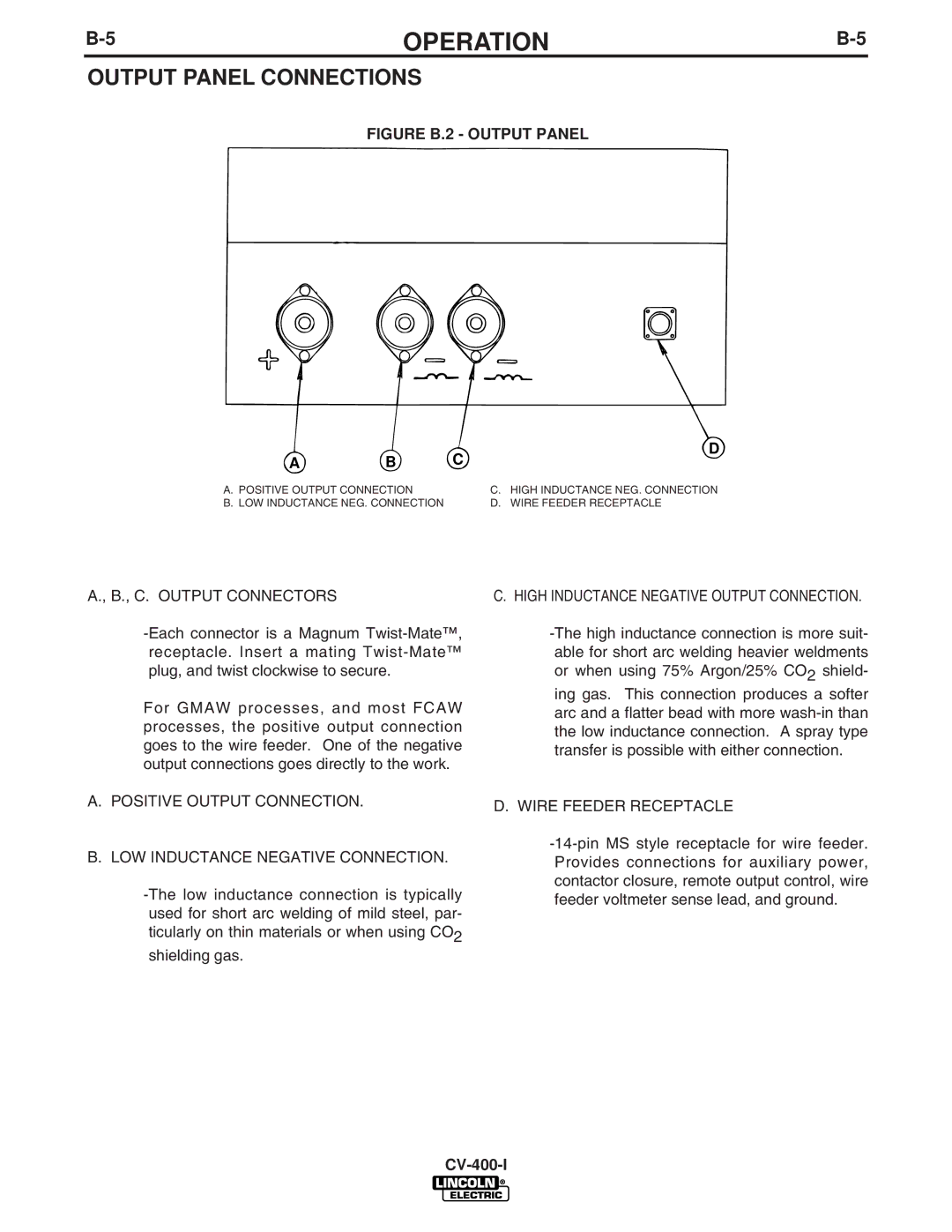
FIGURE B.2 - OUTPUT PANEL
|
| D |
A | B | C |
A. POSITIVE OUTPUT CONNECTION | C. HIGH INDUCTANCE NEG. CONNECTION | |
B. LOW INDUCTANCE NEG. CONNECTION | D. WIRE FEEDER RECEPTACLE | |
A., B., C. OUTPUT CONNECTORS | C. HIGH INDUCTANCE NEGATIVE OUTPUT CONNECTION. |
For GMAW processes, and most FCAW processes, the positive output connection goes to the wire feeder. One of the negative output connections goes directly to the work.
A.POSITIVE OUTPUT CONNECTION.
B.LOW INDUCTANCE NEGATIVE CONNECTION.
shielding gas.
ing gas. This connection produces a softer arc and a flatter bead with more