W A V E F O R M C O N T R O L T E C H N O L O G Y T M
APPLICATION
Tandem MIG | 12/16 |
|
|
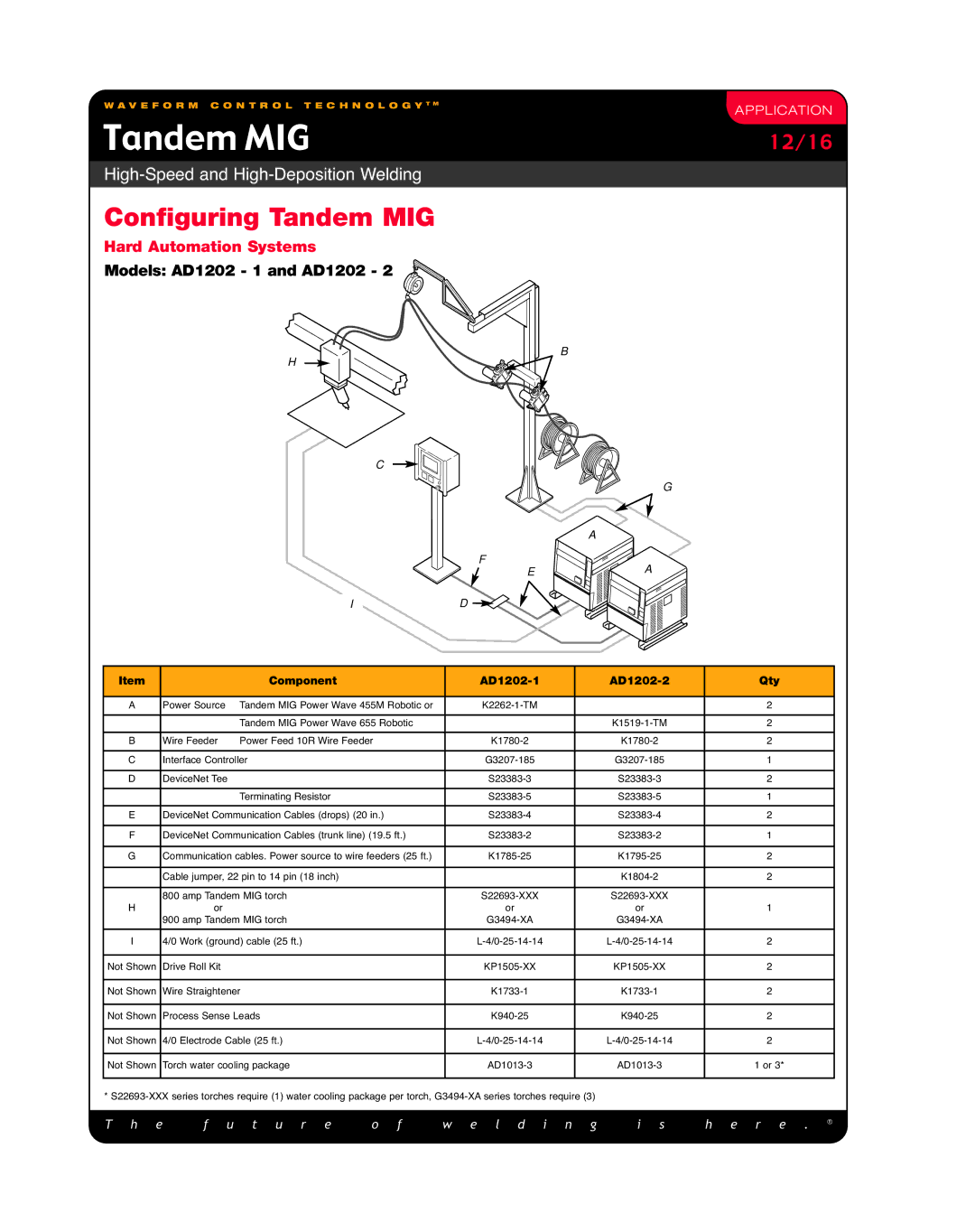
Configuring Tandem MIG |
|
|
| |
Hard Automation Systems |
|
|
| |
Models: AD1202 - 1 and AD1202 - 2 |
|
|
| |
| H |
| B |
|
|
|
|
| |
| C |
|
|
|
|
|
| G |
|
|
|
| A |
|
|
| F | A |
|
|
| E |
| |
| I | D |
|
|
Item | Component |
|
| Qty |
A | Power Source | Tandem MIG Power Wave 455M Robotic or |
| 2 | |
|
| Tandem MIG Power Wave 655 Robotic |
| 2 | |
B | Wire Feeder | Power Feed 10R Wire Feeder | 2 | ||
C | Interface Controller | 1 | |||
|
|
|
|
|
|
D | DeviceNet Tee |
| 2 | ||
|
| Terminating Resistor | 1 | ||
E | DeviceNet Communication Cables (drops) (20 in.) | 2 | |||
|
|
|
|
| |
F | DeviceNet Communication Cables (trunk line) (19.5 ft.) | 1 | |||
|
|
|
|
| |
G | Communication cables. Power source to wire feeders (25 ft.) | 2 | |||
|
|
|
|
| |
| Cable jumper, 22 pin to 14 pin (18 inch) |
| 2 | ||
|
|
|
|
| |
| 800 amp Tandem MIG torch |
| |||
H | or |
| or | or | 1 |
| 900 amp Tandem MIG torch |
| |||
I | 4/0 Work (ground) cable (25 ft.) | 2 | |||
|
|
|
|
|
|
Not Shown | Drive Roll Kit |
| 2 | ||
|
|
|
|
| |
Not Shown | Wire Straightener | 2 | |||
|
|
|
|
| |
Not Shown | Process Sense Leads | 2 | |||
|
|
|
|
| |
Not Shown | 4/0 Electrode Cable (25 ft.) | 2 | |||
|
|
|
|
| |
Not Shown | Torch water cooling package | 1 or 3* | |||
*
T h e | f u t u r e | o f | w e l d i n g | i s | h e r e . | ® |
| ||||||
|
|
|
|
|
|
|