W A V E F O R M C O N T R O L T E C H N O L O G Y T M
APPLICATION
Tandem MIG | 10/16 |
|
|
Using Tandem MIG
Understanding Operating Variables
The general rules governing operating variables for single wire GMAW arc welding also apply to Tandem MIG welding. However there are additional considerations that must be kept in mind when welding with multiple arcs. Since the two arcs will interact, the type of power fed to each arc, the wire feed speed ratio between lead and trail, the arc lengths, the wire positioning, and torch angles must be set correctly. The enclosed procedures are starting points and may need to be altered based on specific application conditions. Adherence to the following guidelines will assist in achieving the maximum potential of the process.
Lead Arc
The lead arc creates the majority of the penetration and should represent the majority of the total deposition rate of the process. When using like diameter electrodes for the lead and the trail, the lead should represent approximately 60% of the total wire feed. In the case where a larger wire diameter is used as a lead (for added penetration) the lead should represent approximately 60% or more of the total deposition. The lead arc can be operated in a Tandem pulse, CV or Power mode. Pulse is recommended for the high deposition procedures. Power mode or CV may be used for greater lead arc stability in high travel speed applications.
Trail Arc
The trail arc is used to cool the weld pool and control the bead contour and is always operated in the Tandem pulse mode. The trail should be kept directly in line with the lead arc and focused on the center of the weld pool. The trail wire should represent approximately 40 % of the process deposition rate. The Tandem MIG trail pulse waveforms are designed to operate at low voltages to limit arc interaction and minimize arc blow.
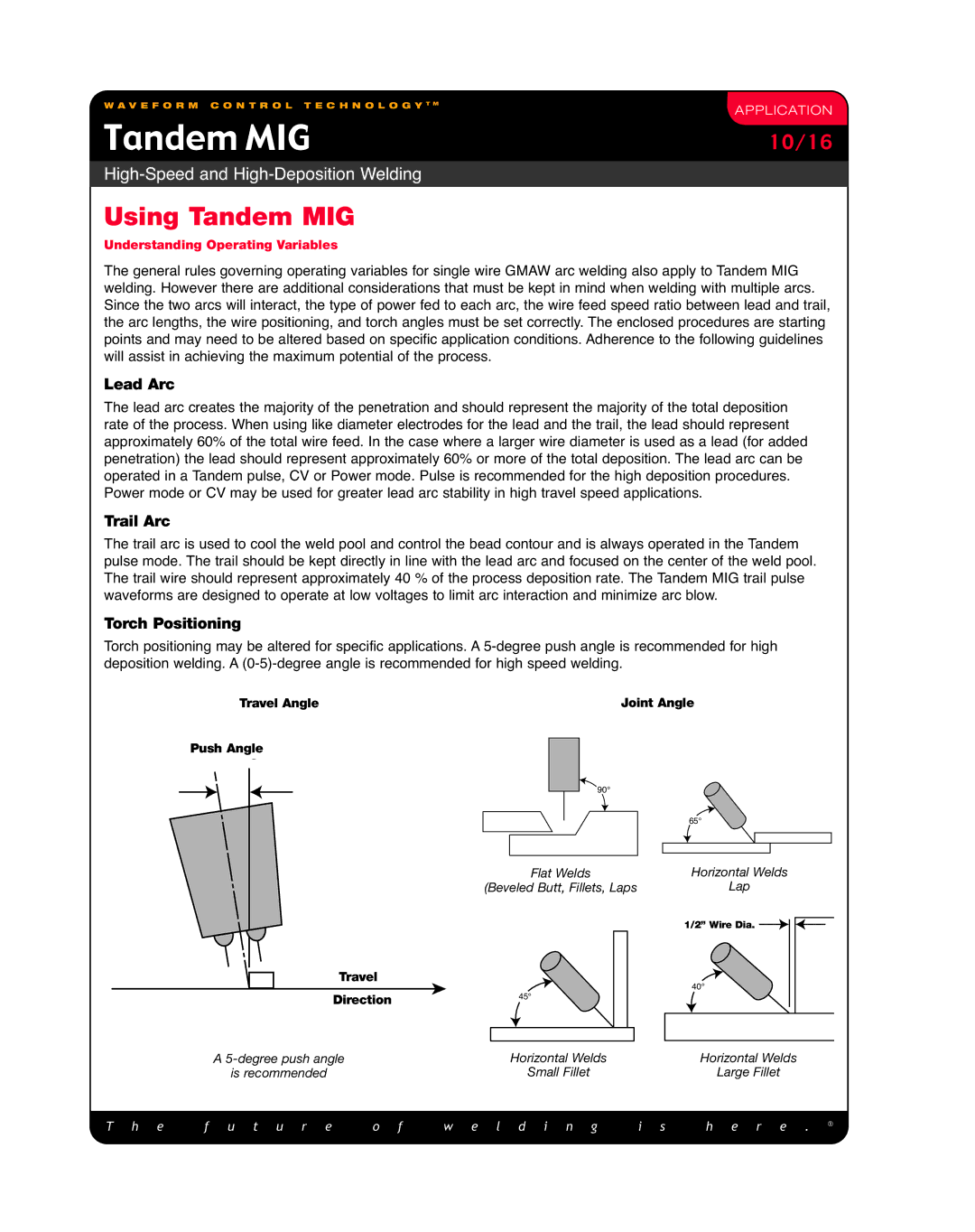
Torch Positioning
Torch positioning may be altered for specific applications. A
Travel Angle | Joint Angle | ||
Push Angle |
|
| |
Push Angle |
|
| |
| 90° |
| |
|
| 65° | |
| Flat Welds | Horizontal Welds | |
| (Beveled Butt, Fillets, Laps | Lap | |
|
| 1/2” Wire Dia. | |
Travel |
| 40° | |
Directionl | 45° | ||
| |||
|
| ||
A | Horizontal Welds | Horizontal Welds | |
is recommended | Small Fillet | Large Fillet | |
T h e | f u t u r e | o f | w e l d i n g | i s | h e r e . | ® |
| ||||||
|
|
|
|
|
|
|