W A V E F O R M C O N T R O L T E C H N O L O G Y T M
APPLICATION
Tandem MIG | 8/16 |
|
|
Comparing High-Deposition Tandem MIG
To Single Wire GMAW Process
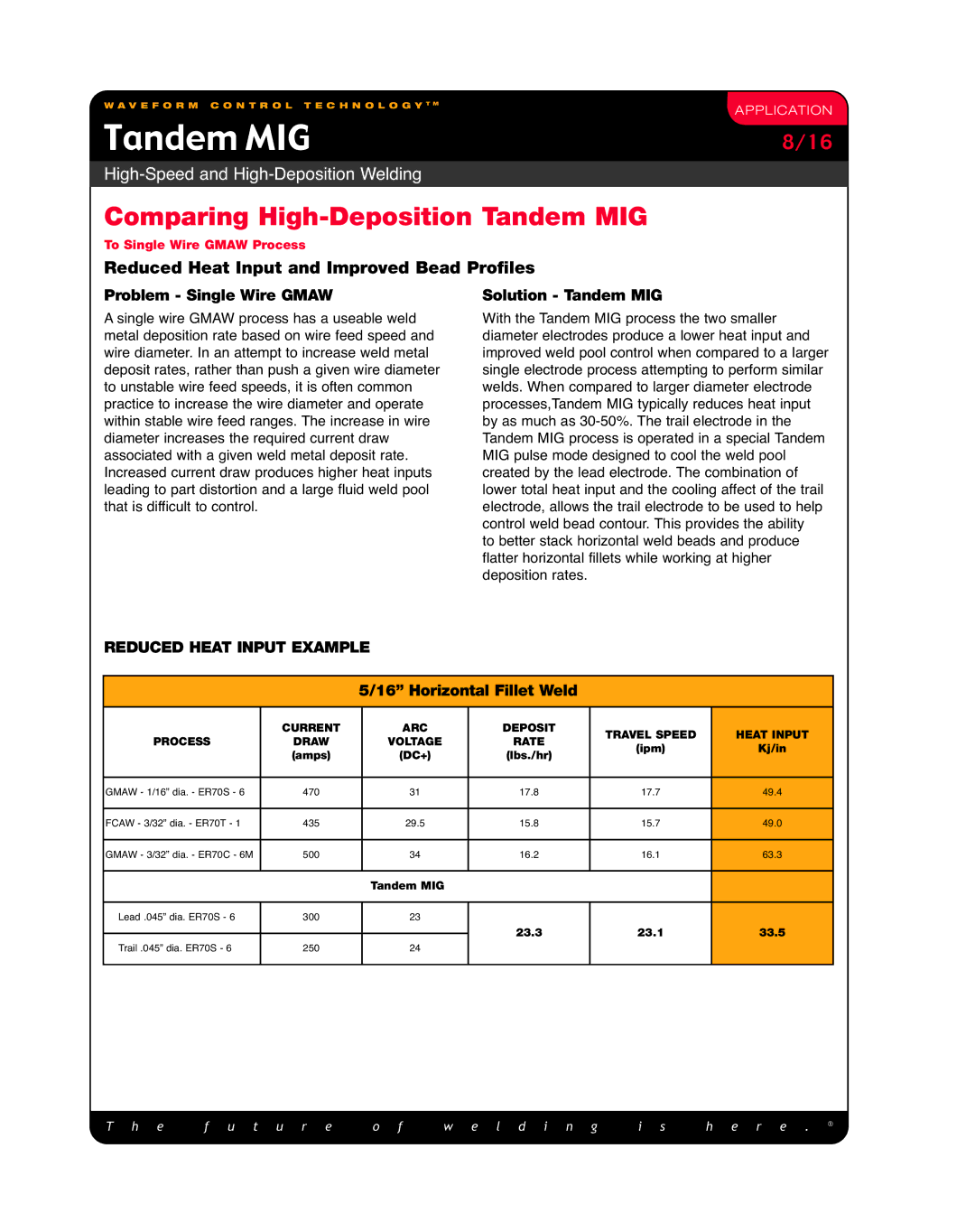
Reduced Heat Input and Improved Bead Profiles
Problem - Single Wire GMAW
A single wire GMAW process has a useable weld metal deposition rate based on wire feed speed and wire diameter. In an attempt to increase weld metal deposit rates, rather than push a given wire diameter to unstable wire feed speeds, it is often common practice to increase the wire diameter and operate within stable wire feed ranges. The increase in wire diameter increases the required current draw associated with a given weld metal deposit rate. Increased current draw produces higher heat inputs leading to part distortion and a large fluid weld pool that is difficult to control.
Solution - Tandem MIG
With the Tandem MIG process the two smaller diameter electrodes produce a lower heat input and improved weld pool control when compared to a larger single electrode process attempting to perform similar welds. When compared to larger diameter electrode processes,Tandem MIG typically reduces heat input by as much as
REDUCED HEAT INPUT EXAMPLE
5/16” Horizontal Fillet Weld
| CURRENT | ARC | DEPOSIT | TRAVEL SPEED | HEAT INPUT | |
PROCESS | DRAW | VOLTAGE | RATE | |||
(ipm) | Kj/in | |||||
| (amps) | (DC+) | (lbs./hr) | |||
|
|
| ||||
|
|
|
|
|
| |
GMAW - 1/16” dia. - ER70S - 6 | 470 | 31 | 17.8 | 17.7 | 49.4 | |
|
|
|
|
|
| |
FCAW - 3/32” dia. - ER70T - 1 | 435 | 29.5 | 15.8 | 15.7 | 49.0 | |
|
|
|
|
|
| |
GMAW - 3/32” dia. - ER70C - 6M | 500 | 34 | 16.2 | 16.1 | 63.3 | |
|
|
|
|
|
| |
|
| Tandem MIG |
|
|
| |
|
|
|
|
|
| |
Lead .045” dia. ER70S - 6 | 300 | 23 |
|
|
| |
|
|
| 23.3 | 23.1 | 33.5 | |
Trail .045” dia. ER70S - 6 | 250 | 24 | ||||
|
|
| ||||
|
|
|
|
|
|
T h e | f u t u r e | o f | w e l d i n g | i s | h e r e . | ® |
| ||||||
|
|
|
|
|
|
|