TROUbLESHOOTING | ||
|
|
|
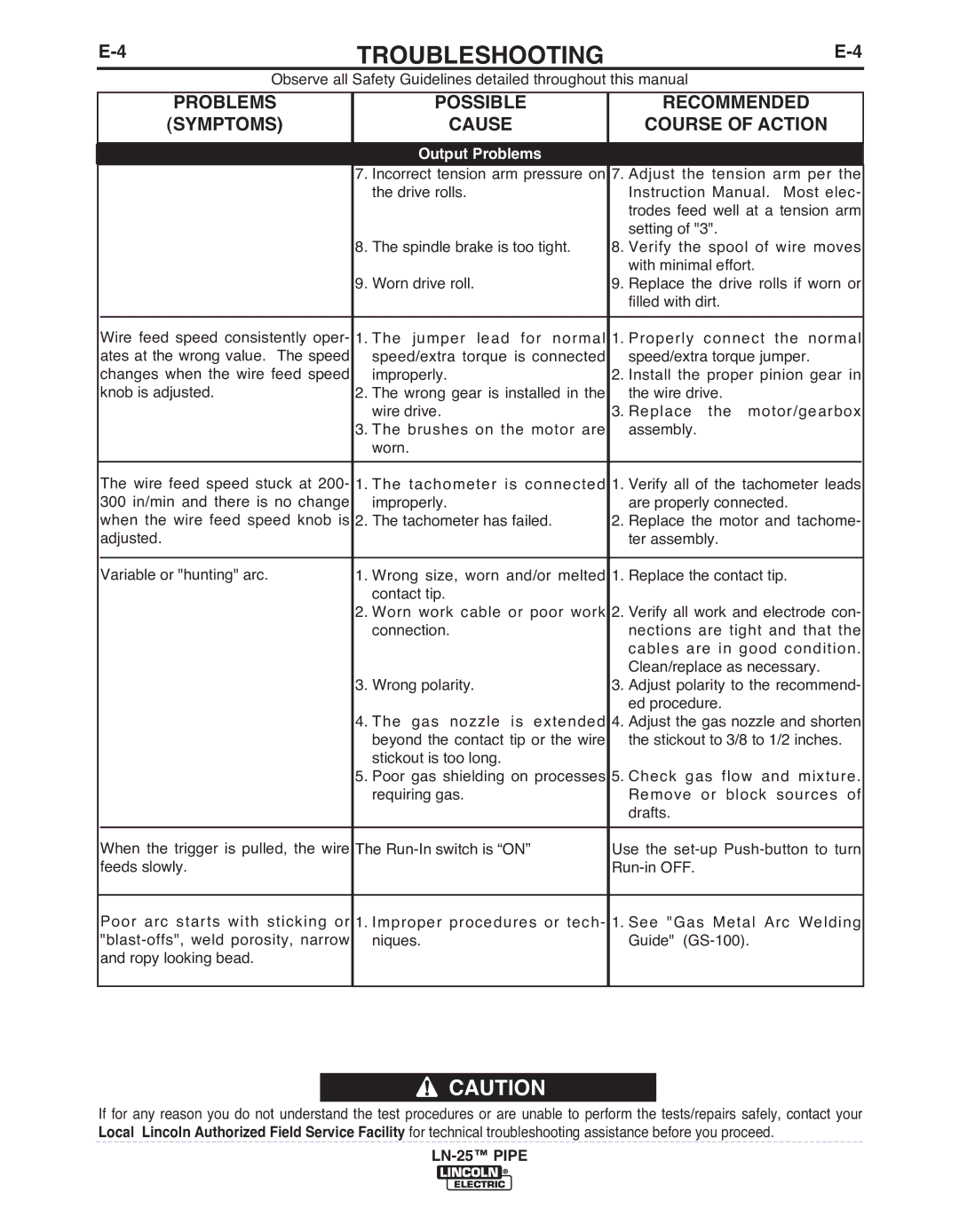
| Observe all Safety Guidelines detailed throughout this manual |
|
|
|
|
PRObLEMS
(SYMPTOMS)
POSSIbLE
CAUSE
RECOMMENDED
COURSE OF ACTION
Output Problems
| 7. | Incorrect tension arm pressure on | 7. | Adjust the tension arm per the | ||
|
| the drive rolls. |
| Instruction Manual. | Most elec- | |
|
|
|
| trodes feed well at a tension arm | ||
|
|
|
| setting of "3". |
| |
| 8. | The spindle brake is too tight. | 8. | Verify the spool of wire moves | ||
|
|
|
| with minimal effort. |
| |
| 9. | Worn drive roll. | 9. | Replace the drive rolls if worn or | ||
|
|
|
| filled with dirt. |
| |
|
|
|
|
|
|
|
Wire feed speed consistently oper- | 1. | The jumper lead for normal | 1. | Properly | connect | the normal |
ates at the wrong value. The speed |
| speed/extra torque is connected |
| speed/extra torque jumper. | ||
changes when the wire feed speed |
| improperly. | 2. | Install the proper pinion gear in | ||
knob is adjusted. | 2. | The wrong gear is installed in the |
| the wire drive. |
| |
|
| wire drive. | 3. | Replace | the motor/gearbox | |
| 3. The brushes on the motor are |
| assembly. |
|
| |
|
| worn. |
|
|
|
|
|
|
|
|
| ||
The wire feed speed stuck at 200- | 1. | The tachometer is connected | 1. | Verify all of the tachometer leads | ||
300 in/min and there is no change |
| improperly. |
| are properly connected. | ||
when the wire feed speed knob is | 2. | The tachometer has failed. | 2. | Replace the motor and tachome- | ||
adjusted. |
|
|
| ter assembly. |
| |
|
|
|
| |||
Variable or "hunting" arc. | 1. | Wrong size, worn and/or melted | 1. Replace the contact tip. | |||
|
| contact tip. |
|
|
|
|
| 2. | Worn work cable or poor work | 2. | Verify all work and electrode con- | ||
|
| connection. |
| nections are tight and that the | ||
|
|
|
| cables are in good condition. | ||
|
|
|
| Clean/replace as necessary. | ||
| 3. | Wrong polarity. | 3. | Adjust polarity to the recommend- | ||
|
|
|
| ed procedure. |
| |
| 4. | The gas nozzle is extended | 4. | Adjust the gas nozzle and shorten | ||
|
| beyond the contact tip or the wire |
| the stickout to 3/8 to 1/2 inches. | ||
|
| stickout is too long. |
|
|
|
|
| 5. | Poor gas shielding on processes | 5. | Check gas flow and mixture. | ||
|
| requiring gas. |
| Remove or block sources of | ||
|
|
|
| drafts. |
|
|
|
|
| ||||
When the trigger is pulled, the wire | The | Use the | ||||
feeds slowly. |
|
|
|
| ||
|
|
| ||||
Poor arc starts with sticking or | 1. Improper procedures or tech- | 1. See "Gas Metal Arc Welding | ||||
| niques. |
| Guide" |
| ||
and ropy looking bead. |
|
|
|
|
|
|
|
|
|
|
|
|
|
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.