OPERATION
HAND AND FOOT AMPTROL ACCESSORY OPERATION
Both the Hand and Foot Amptrol work in a similar manner. They are meant to be used for remote current control when Remote Current Control is selected. The TIG
For simplicity, the following explanation will refer only to “Amptrols”, meaning both Foot and Hand models. The term “minimum” refers to a Foot pedal in the “up” position, as it would be with no foot pressure, or a Hand Amptrol in the relaxed position, with no thumb pressure. “Maximum” refers to a fully depressed Foot Amptrol, or a fully extended Hand Amptrol.
The Amptrol is capable of controlling the output current from 5 amps to the preset current displayed on the ammeter. For example, if the ammeter is preset for 200 amps and the Current Control switch is in the REMOTE position, the Amptrol, when depressed just past its minimum position, will cause the Square Wave TIG 255 to weld at 5 amps. At the Amptrols maximum position, the output would be near 200 amps.
It is important to note that, for many applications, the tungsten will not start an arc at only 5 amps. To start an arc reliably, it is important to depress the Amptrol far enough so that the machine output current is near the tungsten operating range. In the example above, a 3/32” tungsten may be used on DC- to weld near 200 amps. To start the weld, the operator may have to depress the Amptrol approximately 1/4 of the way down, or to nearly 50 amps, in order to start the arc. Merely depressing the Amptrol to its 5 amp minimum position will not start the arc.
If the Current Control switch is set to the LOCAL position, an Amptrol can be used as an arc start switch. Depressing the Amptrol just past minimum will cause the Amptrols
WELDING OPERATION
TIG Welding
Familiarize yourself with the Controls and Display Section before attempting operation of the Square Wave TIG 255.
TIG Welding Guidelines
TIG welding can be done in either the TIG
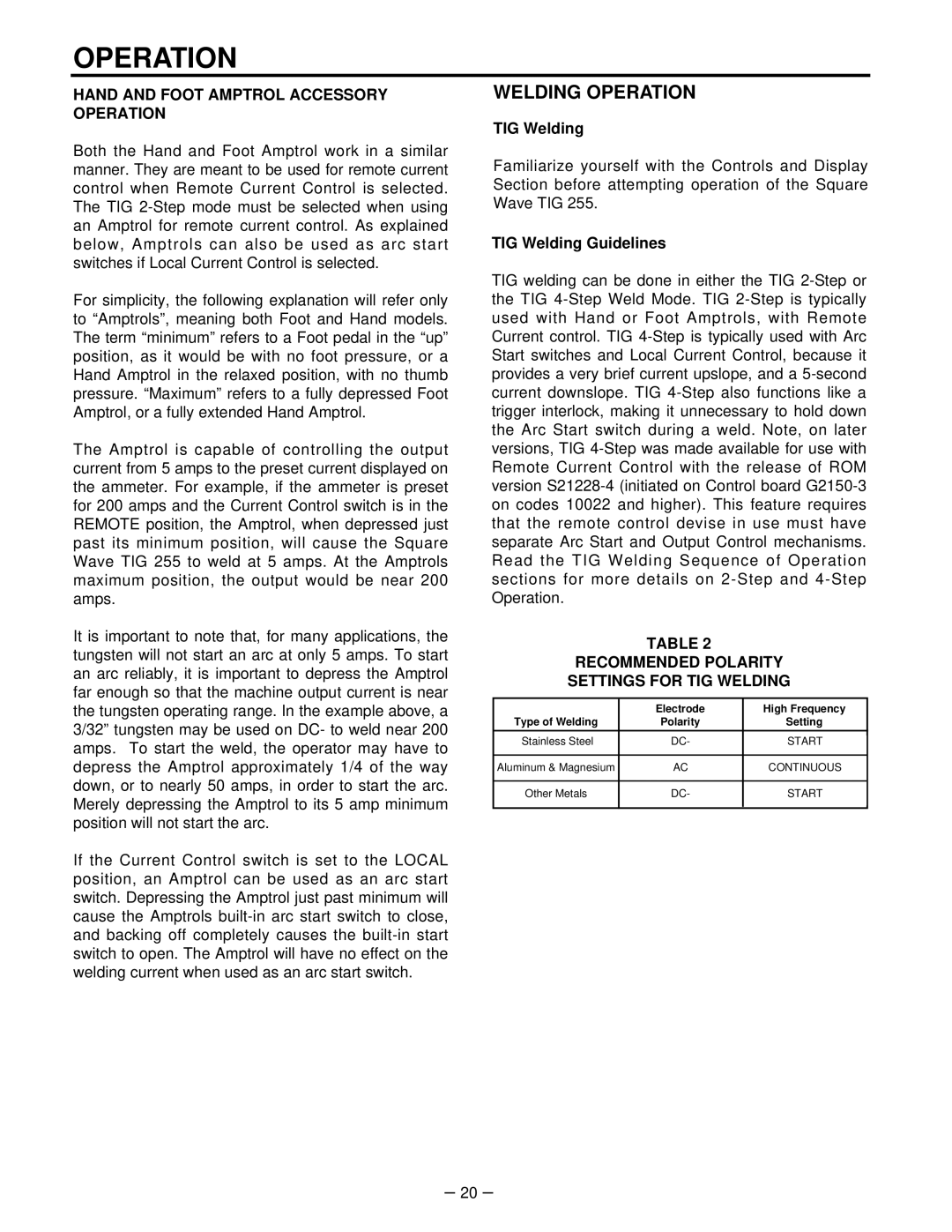
TABLE 2
RECOMMENDED POLARITY
SETTINGS FOR TIG WELDING
| Electrode | High Frequency |
Type of Welding | Polarity | Setting |
|
|
|
|
|
|
Stainless Steel | DC- | START |
|
|
|
Aluminum & Magnesium | AC | CONTINUOUS |
|
|
|
Other Metals | DC- | START |
|
|
|
– 20 –