TROUBLESHOOTING
Observe Safety Guidelines
detailed in the beginning of this manual.
Troubleshooting Guide
|
|
|
|
|
|
|
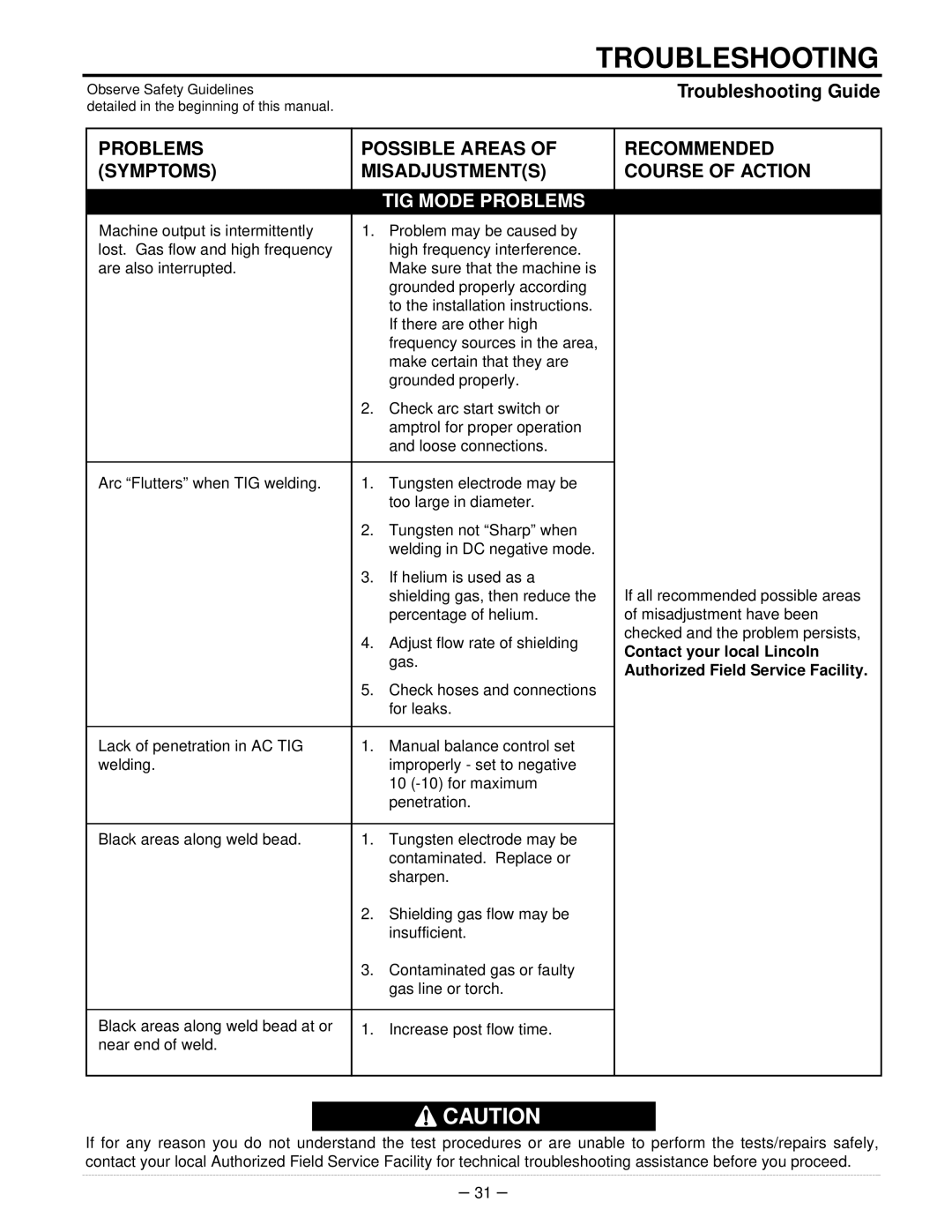
| PROBLEMS |
|
| POSSIBLE AREAS OF |
| |
| (SYMPTOMS) |
|
| MISADJUSTMENT(S) |
| |
|
|
|
|
| TIG MODE PROBLEMS |
|
| Machine output is intermittently |
|
| 1. | Problem may be caused by |
|
| lost. Gas flow and high frequency |
|
|
| high frequency interference. |
|
| are also interrupted. |
|
|
| Make sure that the machine is |
|
|
|
|
|
| grounded properly according |
|
|
|
|
|
| to the installation instructions. |
|
|
|
|
|
| If there are other high |
|
|
|
|
|
| frequency sources in the area, |
|
|
|
|
|
| make certain that they are |
|
|
|
|
|
| grounded properly. |
|
|
|
|
| 2. | Check arc start switch or |
|
|
|
|
|
| amptrol for proper operation |
|
|
|
|
|
| and loose connections. |
|
|
|
|
|
|
|
|
| Arc “Flutters” when TIG welding. |
|
| 1. | Tungsten electrode may be |
|
|
|
|
|
| too large in diameter. |
|
|
|
|
| 2. | Tungsten not “Sharp” when |
|
|
|
|
|
| welding in DC negative mode. |
|
|
|
|
| 3. | If helium is used as a |
|
|
|
|
|
| shielding gas, then reduce the |
|
|
|
|
|
| percentage of helium. |
|
|
|
|
| 4. | Adjust flow rate of shielding |
|
|
|
|
|
| gas. |
|
|
|
|
| 5. | Check hoses and connections |
|
|
|
|
|
| for leaks. |
|
|
|
|
|
|
|
|
| Lack of penetration in AC TIG |
|
| 1. | Manual balance control set |
|
| welding. |
|
|
| improperly - set to negative |
|
|
|
|
|
| 10 |
|
|
|
|
|
| penetration. |
|
|
|
|
|
|
|
|
| Black areas along weld bead. |
|
| 1. | Tungsten electrode may be |
|
|
|
|
|
| contaminated. Replace or |
|
|
|
|
|
| sharpen. |
|
|
|
|
| 2. | Shielding gas flow may be |
|
|
|
|
|
| insufficient. |
|
|
|
|
| 3. | Contaminated gas or faulty |
|
|
|
|
|
| gas line or torch. |
|
|
|
|
|
|
|
|
| Black areas along weld bead at or |
|
| 1. | Increase post flow time. |
|
| near end of weld. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
RECOMMENDED COURSE OF ACTION
If all recommended possible areas of misadjustment have been checked and the problem persists,
Contact your local Lincoln Authorized Field Service Facility.
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your local Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
– 31 –