OPERATION | |||
|
|
|
|
3.If the only result is drive roll slippage, shut off the power source, then loosen the gun cable clamping screw in the gearbox conductor block and pull the gun cable forward about six inches. There should be a slight waviness in the exposed wire . If there is no waviness, the pressure is too low . Increase the pressure setting 1⁄4 turn, lock the gun cable in place and repeat the above steps.
PRESETTING WIRE FEED SPEED
The
SETTING CONSTANT WIRE FEED SPEED (CV MODE)
a. Set Wire Feed Mode switch to CV position.
b. Set Dial Range switch to LO position for wire feed speeds up to 350 in/min., or HI position for wire feed speeds over 350 in/min.
c. Set Wire Feed dial to the desired wire feed speed on the selected calibrated dial range.
The wire speed will remain constant at the value set, independent of arc voltage changes, as long as the arc voltage does not drop below the value per the chart below for the max. wire feed speed shown:
Maximum Speed | Minimum Arc Volts |
350 IPM | 15V |
400 IPM | 17V |
500 IPM | 21V |
600 IPM | 24V |
700 IPM | 27V |
SETTING ARC SENSING WIRE FEED SPEED (VV [CC] MODE)
When using a constant current (formerly variable voltage) power source, welding performance is im- proved using arc sensing wire feed speed (VV [CC] mode). In this wire feed mode the wire speed increases if arc voltage increases, and decreases if arc voltage decreases, but remains constant at any specific voltage level.
The
a. Set Wire Feed Mode switch to VV (CC) position.
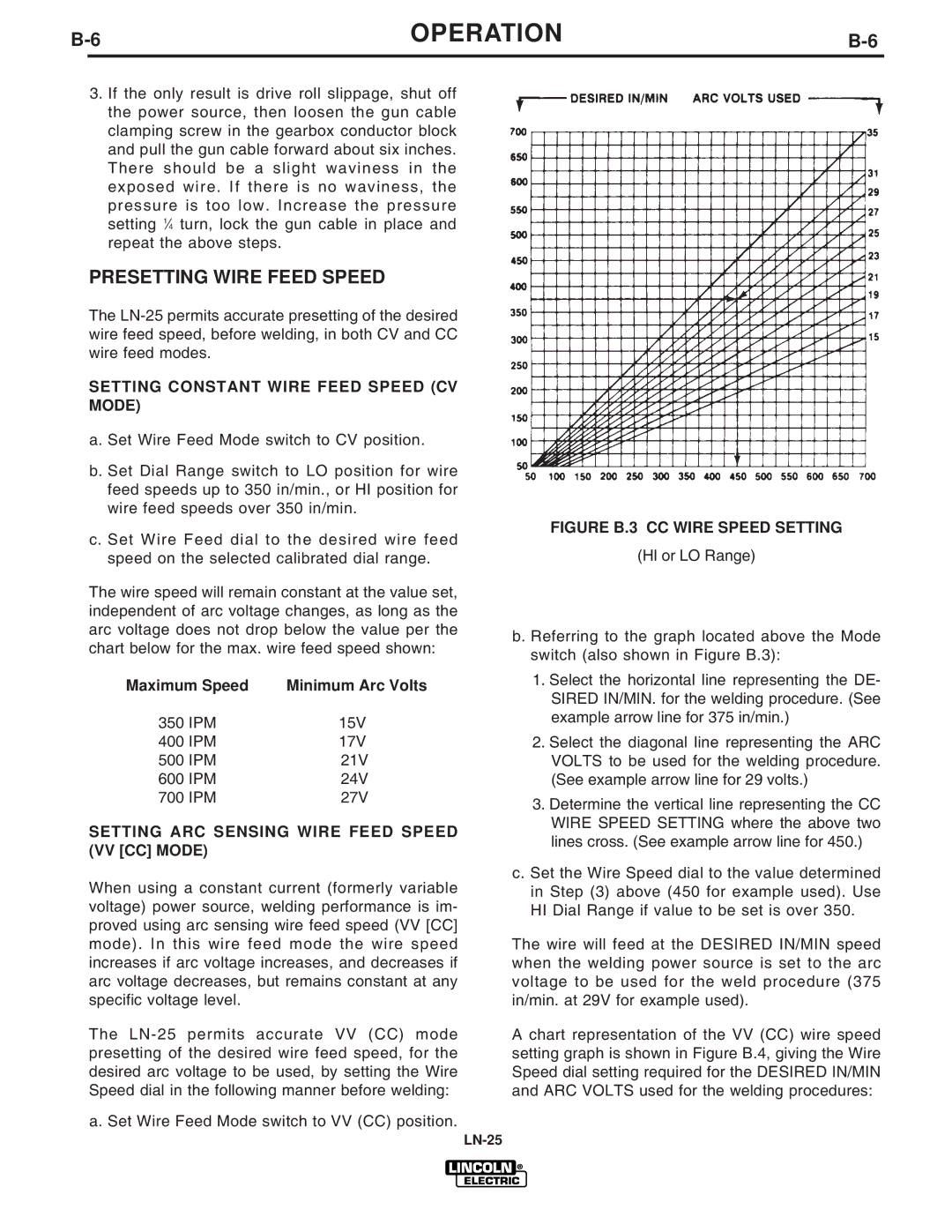
FIGURE B.3 CC WIRE SPEED SETTING
(Hl or LO Range)
b. Referring to the graph located above the Mode switch (also shown in Figure B.3):
1.Select the horizontal line representing the DE- SIRED IN/MIN. for the welding procedure. (See example arrow line for 375 in/min.)
2.Select the diagonal line representing the ARC VOLTS to be used for the welding procedure. (See example arrow line for 29 volts.)
3.Determine the vertical line representing the CC WIRE SPEED SETTING where the above two lines cross. (See example arrow line for 450.)
c.Set the Wire Speed dial to the value determined in Step (3) above (450 for example used). Use HI Dial Range if value to be set is over 350.
The wire will feed at the DESIRED IN/MIN speed when the welding power source is set to the arc voltage to be used for the weld procedure (375 in/min. at 29V for example used).
A chart representation of the VV (CC) wire speed setting graph is shown in Figure B.4, giving the Wire Speed dial setting required for the DESIRED IN/MIN and ARC VOLTS used for the welding procedures: