TROUBLESHOOTING | ||
|
|
|
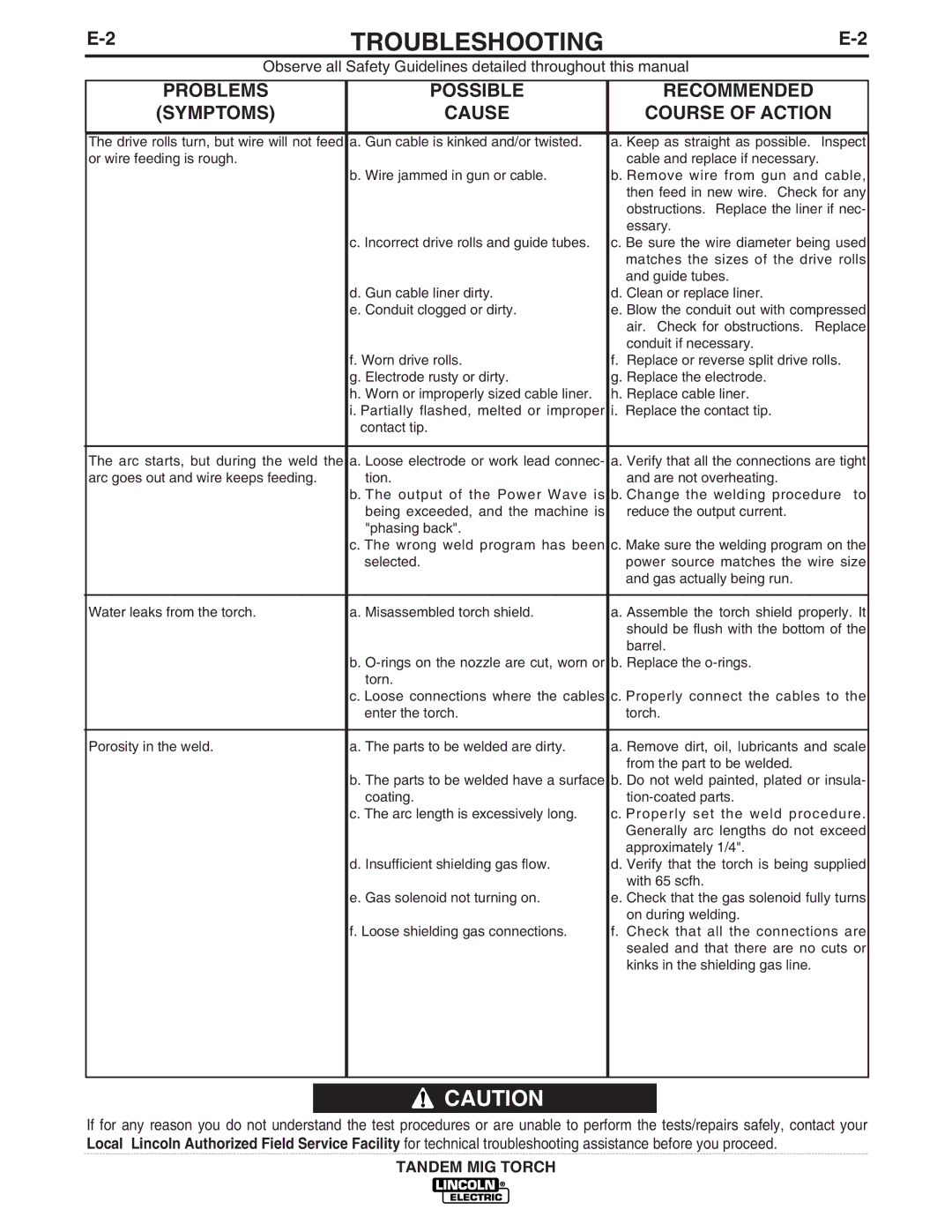
| Observe all Safety Guidelines detailed throughout this manual |
|
|
|
|
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
The drive rolls turn, but wire will not feed | a. Gun cable is kinked and/or twisted. | a. Keep as straight as possible. Inspect |
or wire feeding is rough. |
| cable and replace if necessary. |
| b. Wire jammed in gun or cable. | b. Remove wire from gun and cable, |
|
| then feed in new wire. Check for any |
|
| obstructions. Replace the liner if nec- |
|
| essary. |
| c. Incorrect drive rolls and guide tubes. | c. Be sure the wire diameter being used |
|
| matches the sizes of the drive rolls |
|
| and guide tubes. |
| d. Gun cable liner dirty. | d. Clean or replace liner. |
| e. Conduit clogged or dirty. | e. Blow the conduit out with compressed |
|
| air. Check for obstructions. Replace |
|
| conduit if necessary. |
| f. Worn drive rolls. | f. Replace or reverse split drive rolls. |
| g. Electrode rusty or dirty. | g. Replace the electrode. |
| h. Worn or improperly sized cable liner. | h. Replace cable liner. |
| i. Partially flashed, melted or improper | i. Replace the contact tip. |
| contact tip. |
|
|
|
|
The arc starts, but during the weld the | a. Loose electrode or work lead connec- | a. Verify that all the connections are tight |
arc goes out and wire keeps feeding. | tion. | and are not overheating. |
| b. The output of the Power Wave is | b. Change the welding procedure to |
| being exceeded, and the machine is | reduce the output current. |
| "phasing back". |
|
| c. The wrong weld program has been | c. Make sure the welding program on the |
| selected. | power source matches the wire size |
|
| and gas actually being run. |
|
|
|
Water leaks from the torch. | a. Misassembled torch shield. | a. Assemble the torch shield properly. It |
|
| should be flush with the bottom of the |
|
| barrel. |
| b. | b. Replace the |
| torn. |
|
| c. Loose connections where the cables | c. Properly connect the cables to the |
| enter the torch. | torch. |
|
|
|
Porosity in the weld. | a. The parts to be welded are dirty. | a. Remove dirt, oil, lubricants and scale |
|
| from the part to be welded. |
| b. The parts to be welded have a surface | b. Do not weld painted, plated or insula- |
| coating. | |
| c. The arc length is excessively long. | c. Properly set the weld procedure. |
|
| Generally arc lengths do not exceed |
|
| approximately 1/4". |
| d. Insufficient shielding gas flow. | d. Verify that the torch is being supplied |
|
| with 65 scfh. |
| e. Gas solenoid not turning on. | e. Check that the gas solenoid fully turns |
|
| on during welding. |
| f. Loose shielding gas connections. | f. Check that all the connections are |
|
| sealed and that there are no cuts or |
|
| kinks in the shielding gas line. |
|
|
|
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
TANDEM MIG TORCH