OPERATION | ||
|
|
|
BREAK-IN PERIOD
Lincoln Electric selects high quality,
Larger machines with a capacity of 350 amperes and higher, which are operated at low or
1.Connect the welder output studs to a suitable resis- tive load bank. Note that any attempt to short the output studs by connecting the welding leads together, direct shorting of the output studs, or con- necting the output leads to a length of steel will result in catastrophic damage to the generator and voids the warranty.
2.Set the welder controls for an output current and voltage within the welder rating and duty cycle. Note that any attempt to exceed the welder rating or duty cycle for any period of time will result in cata- strophic damage to the generator and voids the warranty.
3.Periodically shut off the engine and check the crankcase oil level.
TYPICAL FUEL CONSUMPTION
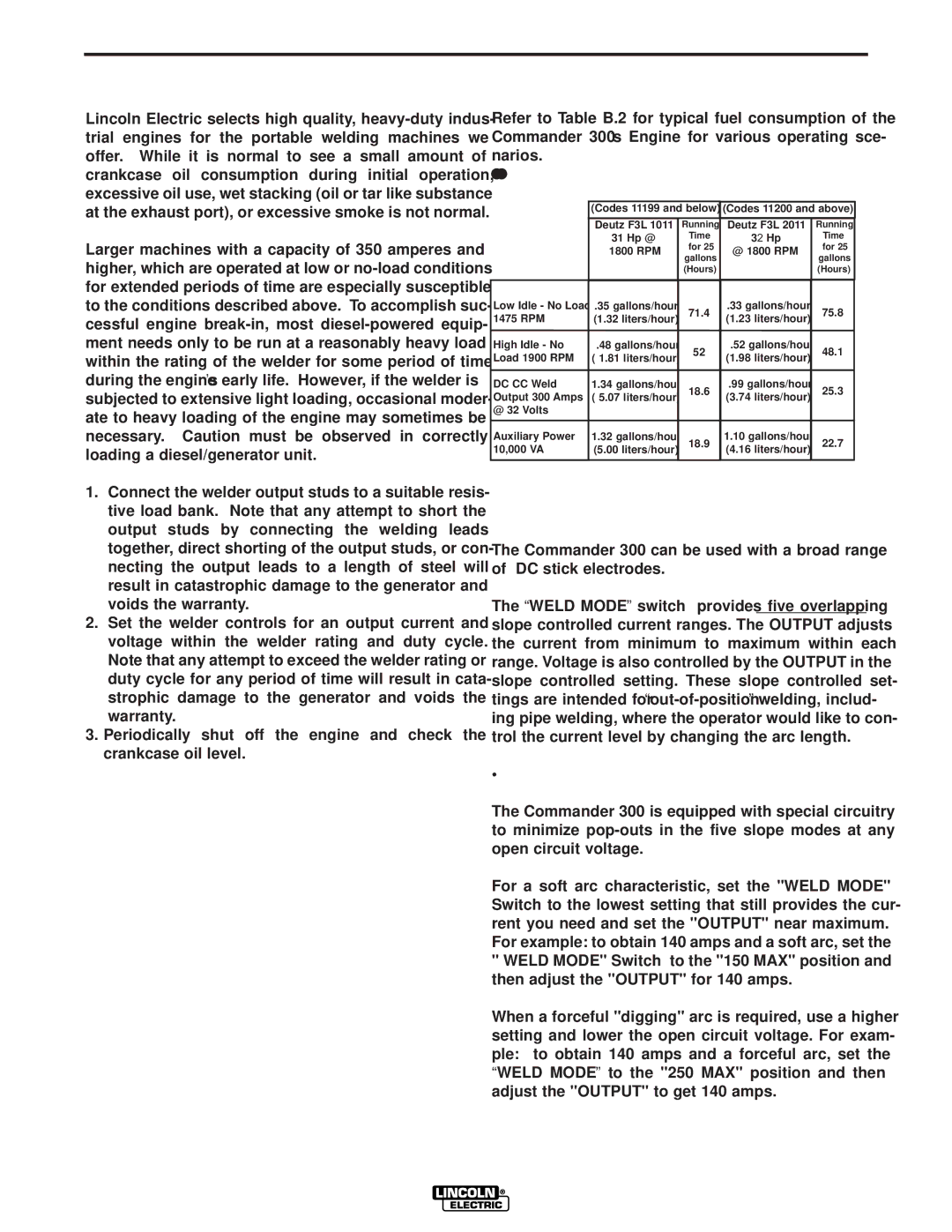
Refer to Table B.2 for typical fuel consumption of the Commander 300’s Engine for various operating sce- narios.
Table B.2 Deutz F3L 912 Engine Fuel Consumption
| (Codes 11199 and below) | (Codes 11200 and above) | |||
|
|
|
|
| |
| Deutz F3L 1011 | Running | Deutz F3L 2011 | Running | |
| 31 Hp @ | Time | 32 Hp | Time | |
| 1800 RPM | for 25 | @ 1800 RPM | for 25 | |
| gallons | gallons | |||
|
|
| |||
|
| (Hours) |
| (Hours) | |
|
|
|
|
| |
Low Idle - No Load | .35 gallons/hour | 71.4 | .33 gallons/hour | 75.8 | |
1475 RPM | (1.32 liters/hour) | (1.23 liters/hour) | |||
|
| ||||
High Idle - No | .48 gallons/hour | 52 | .52 gallons/hour | 48.1 | |
Load 1900 RPM | ( 1.81 liters/hour) | (1.98 liters/hour) | |||
|
| ||||
|
|
|
|
| |
DC CC Weld | 1.34 gallons/hour | 18.6 | .99 gallons/hour | 25.3 | |
Output 300 Amps | ( 5.07 liters/hour) | (3.74 liters/hour) | |||
|
| ||||
@ 32 Volts |
|
|
|
| |
|
|
|
|
| |
Auxiliary Power | 1.32 gallons/hour | 18.9 | 1.10 gallons/hour | 22.7 | |
10,000 VA | (5.00 liters/hour) | (4.16 liters/hour) | |||
|
| ||||
|
|
|
|
| |
WELDER OPERATION
STICK WELDING
The Commander 300 can be used with a broad range of DC stick electrodes.
The “WELD MODE” switch provides five overlapping slope controlled current ranges. The OUTPUT adjusts the current from minimum to maximum within each range. Voltage is also controlled by the OUTPUT in the slope controlled setting. These slope controlled set- tings are intended for
•PIPE WELDING
The Commander 300 is equipped with special circuitry to minimize
For a soft arc characteristic, set the "WELD MODE" Switch to the lowest setting that still provides the cur- rent you need and set the "OUTPUT" near maximum. For example: to obtain 140 amps and a soft arc, set the
"WELD MODE" Switch to the "150 MAX" position and then adjust the "OUTPUT" for 140 amps.
When a forceful "digging" arc is required, use a higher setting and lower the open circuit voltage. For exam- ple: to obtain 140 amps and a forceful arc, set the “WELD MODE” to the "250 MAX" position and then adjust the "OUTPUT" to get 140 amps.
COMMANDER 300