Most pulse welding programs are synergic. As the wire feed speed is adjusted, the Power Wave® S350 will automatically recalculate the waveform parame- ters to maintain similar arc properties.
The Power Wave® S350 utilizes “adaptive control” to compensate for changes in the electrical stick-out while welding. (Electrical stick-out is the distance from the contact tip to the work piece.) The Power Wave® S350 waveforms are optimized for a 0.75” stick-out. The adaptive behavior supports a range of stick-outs from 0.50 to 1.25”. At very low or high wire feed speeds, the adaptive range may be less due to reaching physical limitations of the welding process.
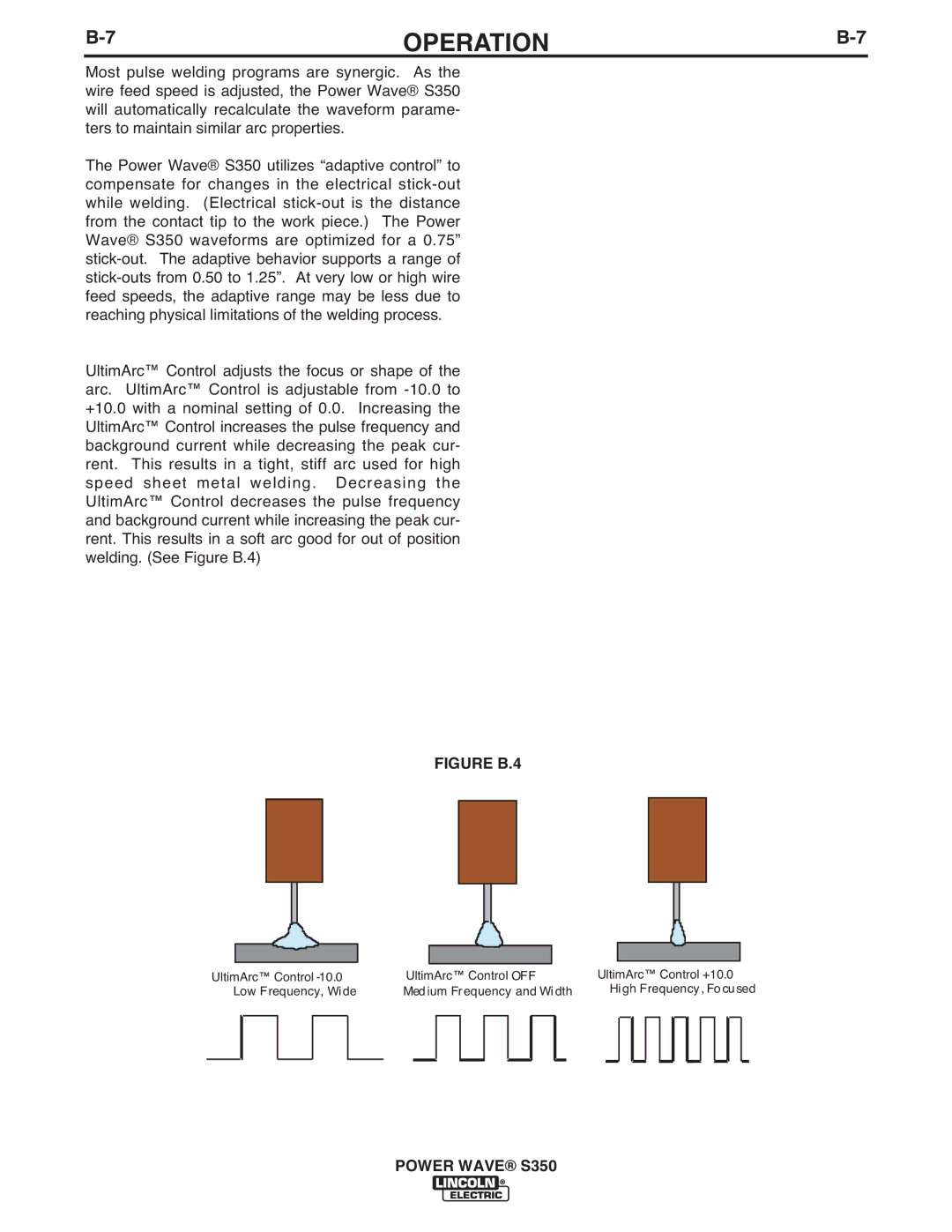
UltimArc™ Control adjusts the focus or shape of the arc. UltimArc™ Control is adjustable from -10.0 to +10.0 with a nominal setting of 0.0. Increasing the UltimArc™ Control increases the pulse frequency and background current while decreasing the peak cur- rent. This results in a tight, stiff arc used for high speed sheet metal welding. Decreasing the UltimArc™ Control decreases the pulse frequency and background current while increasing the peak cur- rent. This results in a soft arc good for out of position welding. (See Figure B.4)
FIGURE B.4
UltimArc™ Control -10.0 | UltimArc™ Control OFF | UltimArc™ Control +10.0 |
Low Frequency, Wide | Medium Frequency and Width | High Frequency, Focused |