OPERATION | ||
|
|
|
5.Output / Parameter Adjust Knob- Allows you to continuously adjust the current both in TIG and in Stick welding. Allows you to change the value, shown on "Digital Display Item 6", of the parameter selected with "Setup/Parameter select button Item 4".
6.Digital Display - displays currently set values for each mode or welding parameter.
7.Local/Remote push button - Selects the welding current adjusting system:
•from front panel
•from remote control
The LED beside the symbol confirms the selection.
8.Tig Trigger Sequences -
For the
2-Step Sequence
With the Trigger Mode switch in the
1.Press and hold the Arc Start Switch to start the sequence.
The machine will open the gas valve to start the flow of the shielding gas. After a 0.5 second preflow time, to purge air from the torch hose, the output of the machine is turned ON. At this time the arc is started.
After the arc is started the output current will be increased from the start current to the welding cur- rent. Both the start current and increase, or upslope time are presettable. The default start current is 15 amps and the default upslope time is 0.2 seconds.
2. Release the Arc Start Switch to stop welding.
The machine will now decrease the output current at a controlled rate, or downslope time, until the Finish current, (also commonly referred to as Crater Current) is reached and the output of the machine is turned OFF. Both the Downslope Time and the Finish Current are can be preset.
After the arc is turned OFF, the gas valve will remain open to continue the flow of the shielding gas to the hot electrode and work piece. The dura- tion of this postflow shielding gas is adjusted by the Postflow Parameter.
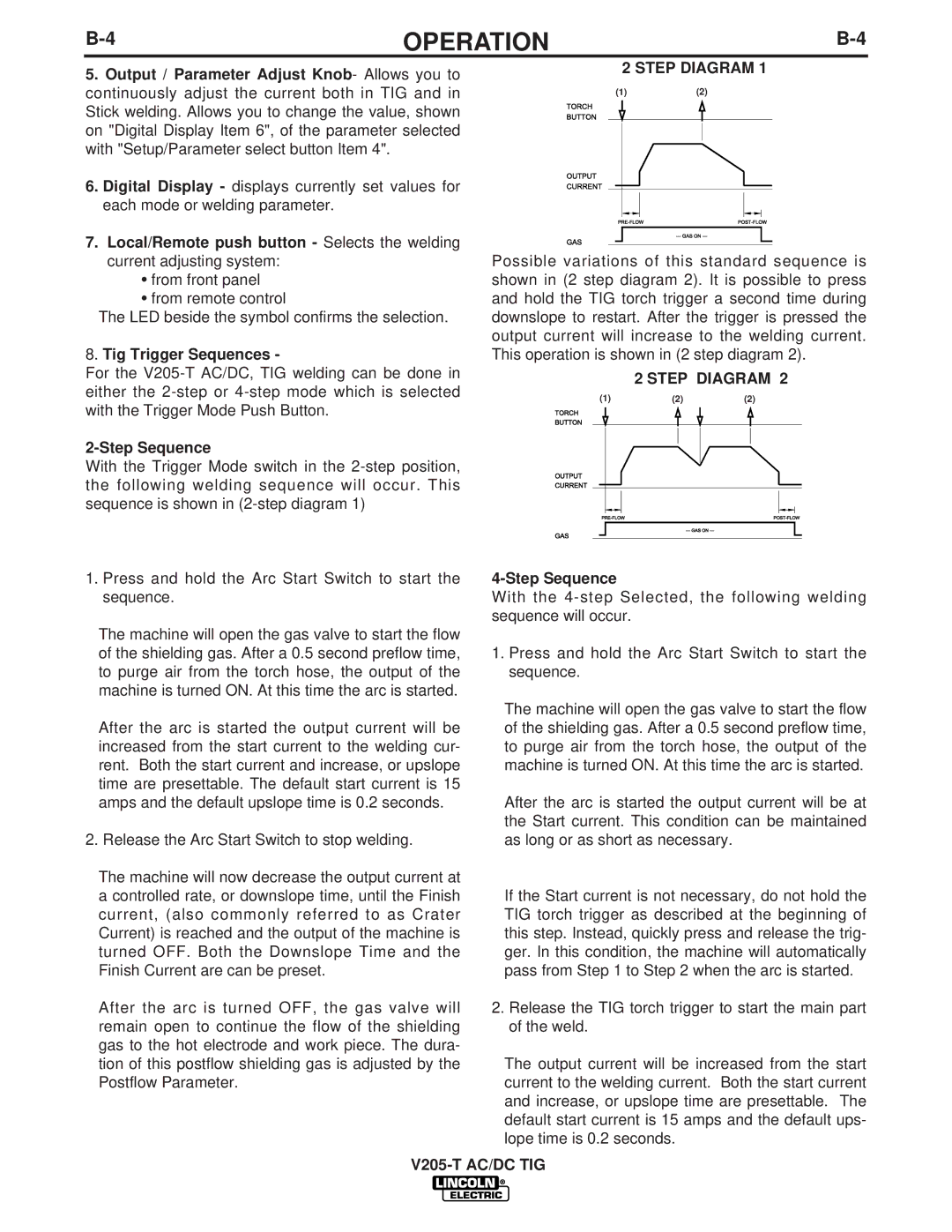
2 STEP DIAGRAM 1
(1)(2)
Possible variations of this standard sequence is shown in (2 step diagram 2). It is possible to press and hold the TIG torch trigger a second time during downslope to restart. After the trigger is pressed the output current will increase to the welding current. This operation is shown in (2 step diagram 2).
2 STEP DIAGRAM 2
(1)(2)(2)
With the
1.Press and hold the Arc Start Switch to start the sequence.
The machine will open the gas valve to start the flow of the shielding gas. After a 0.5 second preflow time, to purge air from the torch hose, the output of the machine is turned ON. At this time the arc is started.
After the arc is started the output current will be at the Start current. This condition can be maintained as long or as short as necessary.
If the Start current is not necessary, do not hold the TIG torch trigger as described at the beginning of this step. Instead, quickly press and release the trig- ger. In this condition, the machine will automatically pass from Step 1 to Step 2 when the arc is started.
2.Release the TIG torch trigger to start the main part of the weld.
The output current will be increased from the start current to the welding current. Both the start current and increase, or upslope time are presettable. The default start current is 15 amps and the default ups- lope time is 0.2 seconds.