5-6. Connecting To Weld Output Terminals
2
6
3
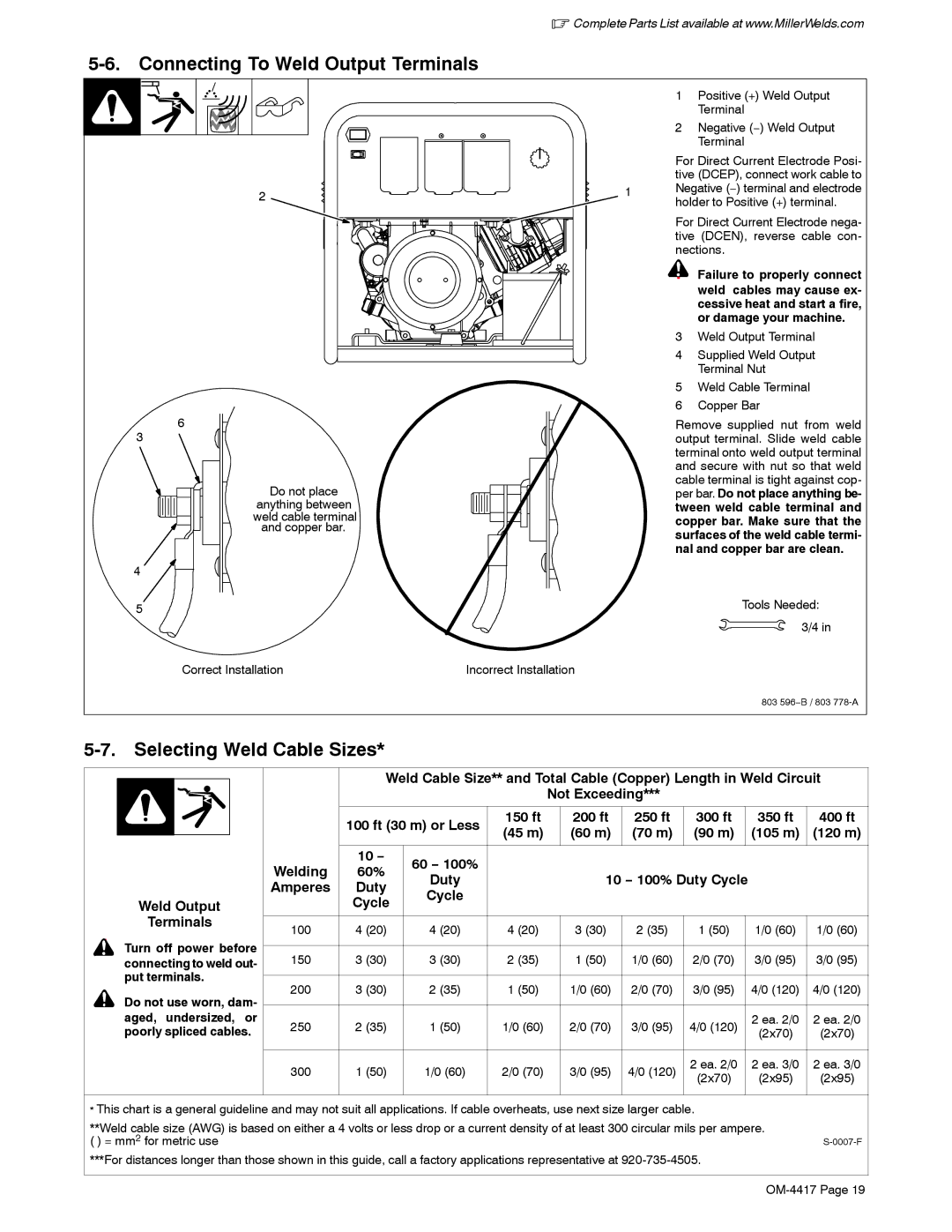
Do not place anything between weld cable terminal and copper bar.
4 ![]()
5
.Complete Parts List available at www.MillerWelds.com
1Positive (+) Weld Output Terminal
2Negative (−) Weld Output Terminal
For Direct Current Electrode Posi- tive (DCEP), connect work cable to
1Negative (−) terminal and electrode holder to Positive (+) terminal.
For Direct Current Electrode nega- tive (DCEN), reverse cable con- nections.
! Failure to properly connect weld cables may cause ex- cessive heat and start a fire, or damage your machine.
3Weld Output Terminal
4Supplied Weld Output Terminal Nut
5Weld Cable Terminal
6Copper Bar
Remove supplied nut from weld output terminal. Slide weld cable terminal onto weld output terminal and secure with nut so that weld cable terminal is tight against cop- per bar. Do not place anything be- tween weld cable terminal and copper bar. Make sure that the surfaces of the weld cable termi- nal and copper bar are clean.
Tools Needed: 3/4 in
Correct Installation | Incorrect Installation |
803 596−B / 803
5-7. Selecting Weld Cable Sizes*
! |
! |
|
|
|
| Weld Cable Size** and Total Cable (Copper) Length in Weld Circuit | |||||||||
|
|
|
| ||||||||||
|
|
|
|
|
|
| Not Exceeding*** |
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 100 ft (30 m) or Less | 150 ft |
| 200 ft | 250 ft | 300 ft |
| 350 ft | 400 ft | |
|
|
|
| (45 m) |
| (60 m) | (70 m) | (90 m) |
| (105 m) | (120 m) | ||
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10 − | 60 − 100% |
|
|
|
|
|
|
|
|
|
|
| Welding | 60% |
|
|
|
|
|
|
|
| |
|
|
| Duty |
|
| 10 − 100% Duty Cycle |
|
| |||||
|
|
| Amperes | Duty |
|
|
|
| |||||
|
|
| Cycle |
|
|
|
|
|
|
|
| ||
Weld Output |
| Cycle |
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
| ||||
Terminals |
|
|
|
|
|
|
|
|
|
|
| ||
100 | 4 (20) | 4 (20) | 4 (20) |
| 3 (30) | 2 (35) | 1 (50) |
| 1/0 (60) | 1/0 (60) | |||
|
|
|
|
| |||||||||
Turn off power before |
|
|
|
|
|
|
|
|
|
|
| ||
150 | 3 (30) | 3 (30) | 2 (35) |
| 1 (50) | 1/0 (60) | 2/0 (70) |
| 3/0 (95) | 3/0 (95) | |||
connecting to weld out- |
|
| |||||||||||
put terminals. |
|
|
|
|
|
|
|
|
|
|
| ||
200 | 3 (30) | 2 (35) | 1 (50) |
| 1/0 (60) | 2/0 (70) | 3/0 (95) |
| 4/0 (120) | 4/0 (120) | |||
Do not use worn, dam- |
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
| |||
aged, undersized, or | 250 | 2 (35) | 1 (50) | 1/0 (60) |
| 2/0 (70) | 3/0 (95) | 4/0 (120) |
| 2 ea. 2/0 | 2 ea. 2/0 | ||
poorly spliced cables. |
|
| (2x70) | (2x70) | |||||||||
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 300 | 1 (50) | 1/0 (60) | 2/0 (70) |
| 3/0 (95) | 4/0 (120) | 2 ea. 2/0 |
| 2 ea. 3/0 | 2 ea. 3/0 |
|
|
|
| (2x70) |
| (2x95) | (2x95) | ||||||
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
*This chart is a general guideline and may not suit all applications. If cable overheats, use next size larger cable.
**Weld cable size (AWG) is based on either a 4 volts or less drop or a current density of at least 300 circular mils per ampere.
( ) = mm2 for metric useS-0007-F
***For distances longer than those shown in this guide, call a factory applications representative at