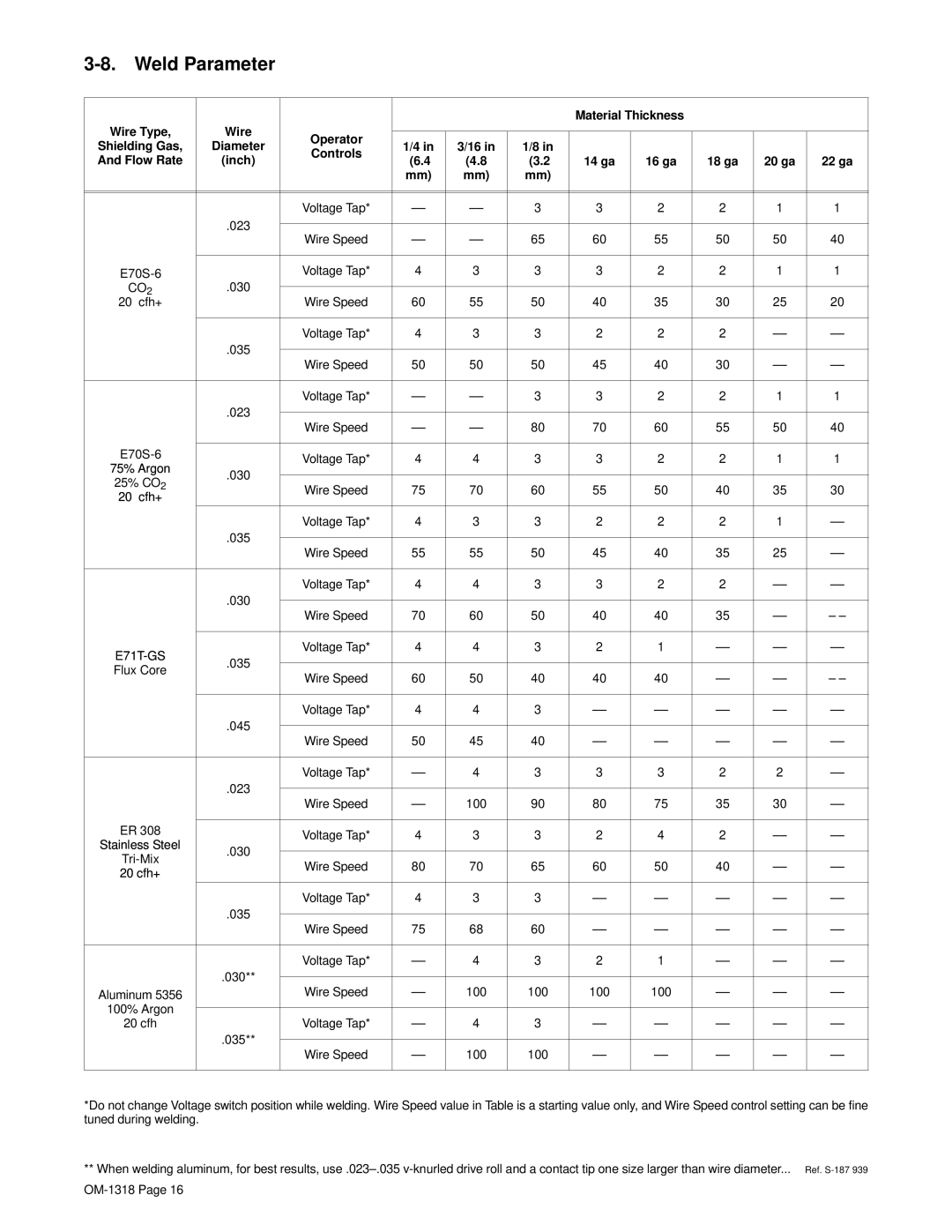
3-8. Weld Parameter
|
|
|
|
|
| Material Thickness |
|
|
| ||
Wire Type, | Wire | Operator |
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
| ||||
Shielding Gas, | Diameter | 1/4 in | 3/16 in | 1/8 in |
|
|
|
|
| ||
Controls |
|
|
|
|
| ||||||
And Flow Rate | (inch) | (6.4 | (4.8 | (3.2 | 14 ga | 16 ga | 18 ga | 20 ga | 22 ga | ||
| |||||||||||
|
|
| mm) | mm) | mm) |
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 3 | 3 | 2 | 2 | 1 | 1 | |||
| .023 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 65 | 60 | 55 | 50 | 50 | 40 | ||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
.030 | Voltage Tap* | 4 | 3 | 3 | 3 | 2 | 2 | 1 | 1 | ||
CO2 |
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
| |||
20 cfh+ |
| Wire Speed | 60 | 55 | 50 | 40 | 35 | 30 | 25 | 20 | |
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 3 | 3 | 2 | 2 | 2 | |||
| .035 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 50 | 50 | 50 | 45 | 40 | 30 | ||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 3 | 3 | 2 | 2 | 1 | 1 | |||
| .023 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 80 | 70 | 60 | 55 | 50 | 40 | ||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
| ||
| Voltage Tap* | 4 | 4 | 3 | 3 | 2 | 2 | 1 | 1 | ||
75% Argon |
| ||||||||||
.030 |
|
|
|
|
|
|
|
|
| ||
25% CO2 | Wire Speed | 75 | 70 | 60 | 55 | 50 | 40 | 35 | 30 | ||
| |||||||||||
20 cfh+ |
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 3 | 3 | 2 | 2 | 2 | 1 | ||
| .035 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 55 | 55 | 50 | 45 | 40 | 35 | 25 | |||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 4 | 3 | 3 | 2 | 2 | |||
| .030 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 70 | 60 | 50 | 40 | 40 | 35 | – – | |||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 4 | 3 | 2 | 1 | ||||
.035 |
|
|
|
|
|
|
|
|
| ||
Flux Core | Wire Speed | 60 | 50 | 40 | 40 | 40 | – – | ||||
| |||||||||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 4 | 3 | ||||||
| .045 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 50 | 45 | 40 | |||||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 3 | 3 | 3 | 2 | 2 | |||
| .023 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 100 | 90 | 80 | 75 | 35 | 30 | ||||
|
| ||||||||||
ER 308 |
|
|
|
|
|
|
|
|
|
| |
| Voltage Tap* | 4 | 3 | 3 | 2 | 4 | 2 | ||||
Stainless Steel |
| ||||||||||
.030 |
|
|
|
|
|
|
|
|
| ||
Wire Speed | 80 | 70 | 65 | 60 | 50 | 40 | |||||
| |||||||||||
20 cfh+ |
| ||||||||||
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 3 | 3 | ||||||
| .035 |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 75 | 68 | 60 | |||||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
| Voltage Tap* | 4 | 3 | 2 | 1 | |||||
| .030** |
|
|
|
|
|
|
|
|
| |
Aluminum 5356 | Wire Speed | 100 | 100 | 100 | 100 | ||||||
| |||||||||||
100% Argon |
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
| ||
20 cfh |
| Voltage Tap* | 4 | 3 | |||||||
| .035** |
|
|
|
|
|
|
|
|
| |
| Wire Speed | 100 | 100 | ||||||||
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
| |
*Do not change Voltage switch position while welding. Wire Speed value in Table is a starting value only, and Wire Speed control setting can be fine tuned during welding.
** When welding aluminum, for best results,