File Engine Drive
Processes
Description
Visit our website at OM-44292216 138H 2007−05
From Miller to You
Table of Contents
− Maintenance & Troubleshooting
Electric Shock can kill
Symbol Usage
Arc Welding Hazards
HOT Parts can cause severe burns
ARC Rays can burn eyes and skin
Fumes and Gases can be hazardous
Buildup of GAS can injure or kill
Welding can cause fire or explosion
Engine Hazards
Compressed Air Hazards
Fire or Explosion hazard
Welding Wire can cause injury
HOT Parts can cause burns and injury
Falling Unit can cause injury
EMF Information
Principal Safety Standards
California Proposition 65 Warnings
Radiation can cause interference
UN Choc Électrique peut tuer
Signification des symboles
− Consignes DE Sécurité − Lire Avant Utilisation
Indique des instructions spécifiques
LE Soudage peut provoquer un in cendie ou une explosion
DES Pièces Chaudes peuvent provoquer des brûlures graves
LES Fumées ET LES GAZ peuvent être dangereux
LE Bruit peut affecter l’ouïe
’EXPLOSION DE LA Batterie peu
DES Organes Mobiles peuvent pro voquer des blessures
LA Chaleur DU Moteur peut pro- voquer un incendie
’AIR Comprimé peut provoquer des blessures
Risque D’INCENDIE OU D’EXPLO- Sion
LES Fils DE Soudage peuvent provoquer des blessures
LE Surchauffement peut endom- mager le moteur électrique
DES Organes Mobiles peuvent provoquer des blessures
’EMPLOI Excessif peut
Information EMF
Proposition californienne 65 Avertissements
Principales normes de sécurité
En ce qui concerne les implants médicaux
− Definitions
− 50 h Std
Std
Manufacturer’s Rating Labels
CC Models
Symbols And Definitions
Some symbols are found only on CE products
− Specifications
Weld, Power, And Engine Specifications
Dimensions, Weights, And Operating Angles
Volt-Ampere Curves For CC Models
Volts
TIG Mode
Stick Mode
MIG Mode
Volt-Ampere Curves For CC/CV Models
Fuel Consumption
Duty Cycle And Overheating
100% Duty Cycle At 400 Amperes
12 kVA/kW Single-Phase AC Output No Weld Load
AC Generator Power Curve
Optional Three-Phase Generator Curves
20 kVA/kW Three-Phase AC Output No Weld Load
Location/Airflow Clearance
− Installation
Installing Welding Generator
Grounding1
Using Lifting Eye
Mounting Welding Generator
Installing Exhaust Pipe
Stop engine and let cool
Activating The Dry Charge Battery If Applicable
Connecting The Battery
Fuel
Coolant Recovery Tank
Engine Prestart Checks
Oil
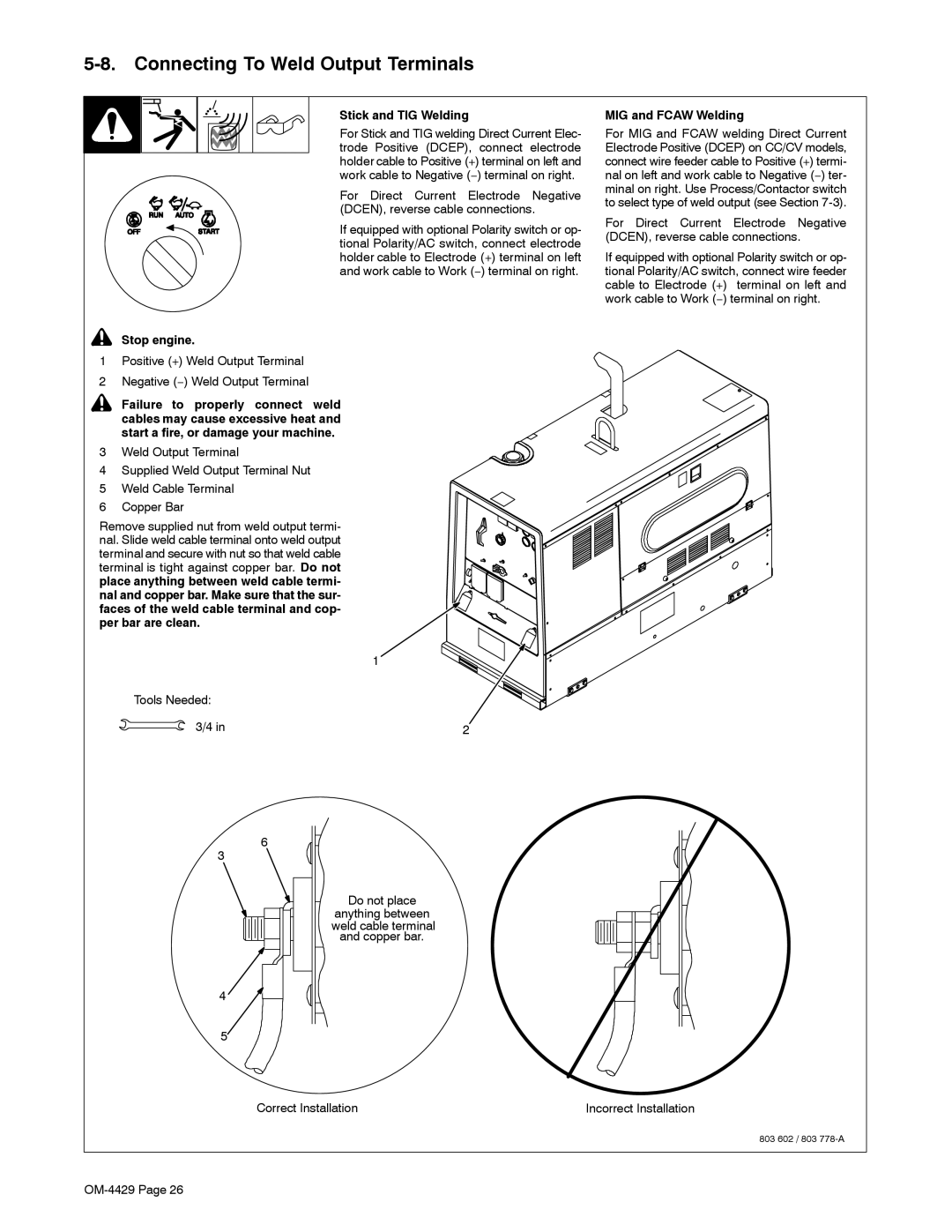
MIG and Fcaw Welding
Connecting To Weld Output Terminals
Stick and TIG Welding
Stop engine
150 ft 200 ft 250 ft
Connecting to Weld
Selecting Weld Cable Sizes
350 ft 400 ft 45 m 60 m 70 m 90 m 105 m 120 m
Connecting To Remote 14 Receptacle RC14 On CC/CV Models
Socket
OM-4429
− Operating Welding Generator − CC Models
Front Panel Controls For CC Models See Section
Engine Gauges And Meters
Engine Starting Controls
To Start
Weld Controls
Remote Amperage Control On CC Models Optional
Weld Control/Arc Condition Information Label
Example Combination Remote Amperage Control Stick
OM-4429
− Operating Welding Generator − CC/CV Models
Front Panel Controls For CC/CV Models See Section
Voltage/Amperage Adjust Switch And Remote 14 Receptacle
14 AC/DC Voltmeter Optional
Process/Contactor Switch On CC/CV Models
Process/Contactor Switch Settings
Remote Voltage/Amperage Control On CC/CV Models Optional
Example Combination Remote Amperage Control TIG
At least once a month, run en
− Operating Auxiliary Equipment
Volt And 240 Volt Receptacles
If a Supplementary
Three-Phase Power Connection
Rear Of Panel
Close panel opening if no connections are made to generator
Optional Generator Power Receptacles
240 V 15 a AC South African Receptacle RC1
Supplementary Protector CB2 Supplementary Protector CB3
− Maintenance & Troubleshooting
Maintenance Label
Routine Maintenance
Servicing Air Cleaner
To clean air filter
Inspecting And Cleaning Optional Spark Arrestor Muffler
Checking Generator Brushes
Servicing Fuel And Lubrication Systems
To change oil and filter
To replace primary fuel filter
Overload Protection
Troubleshooting
Welding − CC Models
Welding − CC/CV Models
Standard Generator Power
Optional Three-Phase Generator Power CC/CV Models Only
Engine
Factory Authorized Service Agent
Check engine wiring harness plug connections
Gine Control switch S1
Engine cranks but does not start Check fuel level
Start Your Professional Welding Career Now
− Electrical Diagrams
Circuit Diagram For CC Welding Generator
223 525-B
Circuit Diagram For CC/CV Welding Generator
223 524-B
− RUN-IN Procedure
Wetstacking
Welding Generator
Run-In Procedure Using Load Bank
Keep exhaust and pipe away
From flammables
Just generator A/V control so
Run-In Procedure Using Resistance Grid
Specifications section in this
Manual
Grounding Generator To Truck Or Trailer Frame
− Generator Power Guidelines
Selecting Equipment
Electrically Bond Generator
Use ground device as stated in electrical codes
Grounding When Supplying Building Systems
How Much Power Does Equipment Require?
Amperes x Volts = Watts
Industrial Motors Rating Starting Watts Running Watts
Approximate Power Requirements For Industrial Motors
Approximate Power Requirements For Farm/Home Equipment
Farm/Home Equipment Rating Starting Watts Running Watts
Approximate Power Requirements For Contractor Equipment
Contractor Rating Starting Watts Running Watts
Single-Phase Induction Motor Starting Requirements
Power Required To Start Motor
How Much Power Can Generator Supply?
KVA/HP x HP x 1000 / Volts = Starting Amperage
Typical Connections To Supply Standby Power
Selecting Extension Cord Use Shortest Cord Possible
− Parts List
114 −7 115 CV
123 116 CV 112
2831 124 88 −6 6059 58
Dia Part Description Quantity
Dia Part Description Quantity Mkgs
Figures 13-2
111
123 212
Control Box Assembly − CC Models
Control Box Assembly − CC Models -1Item
Engine Controller
Control Box Assembly − CC/CV Models
134
Panel, Front w/Components − CC Models
3634
208278
Panel, Front w/Components − CC/CV Models
Panel, Front w/Components − CC/CV Models -1Item
CB1 201 Supplementary PROTECTOR, man reset 2P 20 A, 250VAC
Hardware is common
32 31 30
053 BEARING, Ball Rdl Sgl Row 1.370 X 2.830 X
Main Rectifier Assembly
Wiring Harnesses
215207
Service
Your distributor also gives
Support
For assistance in filing or settling claims, contact
To locate a Distributor or Service Agency visit
Miller Electric Mfg. Co
Your distributor and/or equipment manufacturer’s